|
|
|
|
|
数控加工工艺与编程考试题(2) |
|
注意事项 1. 请在试卷的标封处填写您的班级、姓名和学号 2. 请仔细阅读题目,按要求答题;保持卷面整洁,不要在标封区内填写无关内容 3. 考试时间为120分钟 一、单项选择题(请将正确答案的字母代号填在题后的括号中,每题1分,共40分,多选错选不得分。) 1. 数控机床诞生于( )。 (A)美国;(B)日本;(C)英国;(D)德国。 2. 数控机床的旋转轴之一B轴是绕( )直线轴旋转的轴。 (A)X轴;(B)Y轴;(C)Z轴;(D)W轴。 3. 加工中心是在数控铣镗床或数控铣床的基础上增加( )装置改型设置成的。 (A)伺服;(B)自动换刀;(C)刀库;(D)刀库与自动换刀。 4. 在铣床上镗孔,若孔壁出现振纹,主要原因是( )。 (A)工作台移距不准确;(B)镗刀刀尖圆弧半径较小; (C)切削过程中刀具磨损;(D)镗杆刚性差或工作台进给爬行。 5. 一般而言,增大工艺系统的( )可有效地降低振动强度。 (A)刚度;(B)强度;(C)精度;(D)硬度。 6. 在铣床上安装莫氏锥柄的麻花钻应采用( )。 (A)直接安装在铣床主轴锥孔内;(B)通过莫氏变径套安装在铣床主轴上; (C)通过铣床专用的变径套安装;(D)通过弹性套筒安装。 7. 以下提法中( )是错误的。 (A)G92是模态指令;(B)G04 X3.0 表示暂停3s; (C)G33 Z F 中的F表示进给量;(D)G41是刀具左补偿。 8. 影响使用精度的主要原因是组合夹具的( )。 (A) 刚性较差;(B)组合精度容易变动;(C)结构不易紧凑;(D)结构复杂。 9. 倘若工件采取一面两孔定位,其中定位平面消除了工件的( )自由度。 (A)1个;(B)2个;(C)3个;(D)4个。 10. 过定位是指定位时工件的同一( )被两个定位元件重复限制的定位状态。 (A)平面;(B)自由度;(C)圆柱面;(D)方向。 11. 将钢加热到发生相变的温度,保温一定时间,然后缓慢冷却到室温的热处理叫( )。 (A)退火;(B)回火;(C)正火;(D)调质。 12. 球头铣刀的球半径通常( )加工曲面的曲率半径。 (A)小于;(B)大于;(C)等于;(D)A,B,C都可以。 13. 正弦规的功用是( )。 (A)度量曲线;(B)检验螺纹;(C)检验锥度;(D)度量槽宽。 14. 切削刃形状复杂的刀具用( )材料制造较为合适。 (A)硬质合金;(B)人造金刚石;(C)陶瓷;(D)高速钢。
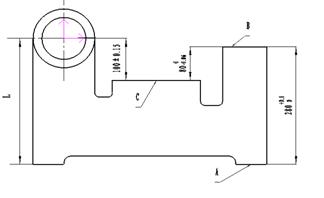
15.
零件如图所示,镗削零件上的孔。孔的设计基准是C面,设计尺寸为(100±0.15)mm。为装夹方便,以A面定位,按工序尺寸L调整机床。工序尺寸280
(A)80
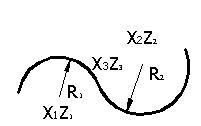
16. 数控机床使用的刀具必须具有较高强度和耐用度、铣削加工刀具常用的刀具材料是( )。 (A)硬质合金;(B)高速钢;(C)工具钢;(D)陶瓷刀片。 17. 在表面粗糙度的评定参数中,代号Ra指的是( ) (A)轮廓算术平均偏差;(B)微观不平十点高度;(C)轮廓最大高度;(D)以上都不正确。 18. 机械加工余量的变动范围是( )。 (A)前后工序尺寸之差;(B)前后工序尺寸公差之和; (C)各工序尺寸公差之和;(D)毛坯尺寸公差 19. 孔加工循环结束后,刀具返回参考平面的指令为( ) (A)G96;(B)G97;(C)G98;(D)G99。 20. 当发生严重撞机事件后宜( )。 (A)休息片刻,再继缆操作;(B)继续强迫操作; (C)停机作机器检修及刀具重新设定;(D)立即召开惩治会议。 21. 在G41或G42指令的程序段中不能用( )指令。 (A)G00或G01;(B)G02或G03;(C)G01或G02;(D)G01或G03。 22. 闭环控制系统的位置检测装置装在( )。 (A)传动丝杠上;(B)伺服电动机轴上;(C)机床移动部件上;(D)数控装置中。 23. 在磨一个轴套时,先以内孔为基准磨外圆,再以外圆为基准磨内孔,这是遵循( )的原则。 (A)基准重合;(B)基准统一;(C)自为基准;(D)互为基准。 24. 数控机床的运动配置有不同的形式,需要考虑工件与刀具相对运动关系及坐标方向,编写程序时,采用( )的原则编写程序。 (A)刀具固定不动,工件相对移动; (B)铣削加工刀具只做转动,工件移动;车削加工时刀具移动,工件转动; (C)分析机床运动关系后再根据实际情况; (D)工件固定不动,刀具相对移动。 25. ( )是液压系统的执行元件。 (A)电动机;(B)液压泵;(C)液压缸;(D)液压控制阀。 26. 固定循环指令以及Z、R、Q、P指令是模态的,直到用( )指令撤销固定循环为止。 (A)G43;(B)G49;(C)G80;(D)G99。 27. 铣床主轴精度检验项目是属于( )。 (A)运动精度;(B)几何精度;(C)尺寸精度;(D)加工精度。 28. 数控机床配置的自动测量系统可以测量工件的坐标系、工件的位置度以及( )。 (A)粗糙度;(B)尺寸精度;(C)圆柱度;(D)机床的定位精度。 29. 如下图所示,一圆弧面中心点为X1=20.0,Z1=-5.0,R1=7.0,另一圆弧中心点为X2=48.32,Z2=13.12、R2=16,其相切点为( )。 (A)X3=28.62,Z3=0.52;(B)X3= 29.62,Z3=0.52; (C)X3=28.62,Z3=1.52;(D)X3=29.62,Z3=1.52。
30. N75 G92 G01 G02 G03 X45 Y90 R65 F100程序段( )。 (A)G01有效;(B)G02有效;(C)G03有效;(D)都有效。 31. 整圆的直径为Ø40mm,要求由A(20,0)点逆时针圆弧插补并返回A点,其程序段格式为( )。 (A)G91 G03 X20.0 Y0 I-20.0 J0 F100; (B)G90 G03 X20.0 Y0 I-20.0 J0 F100; (C)G91 G03 X20.0 Y0 R-20.0 F100; (D)G90 G03 X20.0 Y0 R-20.0 F100; 32. 暂停5秒,下列指令正确的是:( ) (A)G04P5000;(B)G04P500;(C)G04P50;(D)G04P5。 33. 数控铣床能够( ) (A)车削工件;(B)磨削工件;(C)刨削工件;(D)铣、钻工件 34. 在(50,50)坐标点,钻一个深10mm的孔,Z轴坐标零点位于零件表面上,则指令为( )。 (A)G85 X50.0 Y50.0 Z-10.0 R0 F50; (B)G81 X50.0 Y50.0 Z-10.0 R0 F50 ; (C)G81 X50.0 Y50.0 Z-10.0 R5.0 F50; (D)G83 X50.0 Y50.0 Z-10.0 R5.0 F50。 35. 影响刀具半径补偿值主要因素是( )。 (A)进给量;(B)切削速度;(C)切削深度;(D)刀具半径大小。 36. 减小表面粗糙度的方法是( )。 (A)减少切削速度v;(B)减少转速n;(C)减少进给量f;(D)减少背吃刀量ap。 37. 数控铣床一般采用半闭环控制方式,它的位置检测器是( )。 (A)光栅尺;(B)脉冲编码器;(C)感应同步器;(D)接触传感器。 38. 在铣床上镗孔,孔呈椭圆形状的主要原因是( )。 (A)铣床主轴与进给方向不平行;(B)镗杆刚性差;(C)镗刀尖磨损;(D)工件装夹不当。 39. 钻削时,切削热传出的途径中所占比例最大的是( )。 (A)刀具;(B)工件;(C)切屑;(D)空气介质。 40. 控制机械紧急停止之按钮,其工业安全颜色应以( ) 色为正确。 (A)红;(B)黄;(C)绿;(D)蓝。 二、判断题 (将判断结果填入括号中。正确的填“√”,错误的填“×”。每小题1分,共20分) 1. 在机床接通电源后,通常应做回零操作,使刀具或工作台退到机床参考点。( ) 2. 退火的目的是:改善钢的组织;提高强度;改善切削加工性能。 ( ) 3. 通常,适宜镗削的孔有通孔、盲孔、阶梯孔和带内回转沟槽的孔。( ) 4. 从A(X0,Z0)到B点(X38.6,Z-41.8),分别使用“G00”及”“G01”指令运动,其刀具路径相同。( ) 5. 在指定固定循环之前,必须用辅助功能M03使主轴旋转。( ) 6. 在镜像功能有效后,刀具在任何位置都可以实现镜像指令。( ) 7. 切削大于180度的圆弧,其圆弧半径“R”值要使用正值。( ) 8. 数控机床适用于大批量生产。( ) 9. 数控机床是一种程序控制机床。( ) 10. G40是数控编程中的刀具左补偿指令。( ) 11. 采用顺铣,必须要求铣床工作台丝杠螺母副有消除侧向间隙机构,或采取其他有效措施。( ) 12. 刀具前角越大,切屑越不易流出、切削力也越大,但刀具的强度越高。( ) 13. 直线控制系统和点位控制系统相同,都是保证点到点之间的路径是直线。( ) 14. 加工中心是一种带有刀库和自动刀具交换装置的数控机床。( ) 15. 在同一程式纸带中,“EIA”码和“IS0”码可混合使用。( ) 16. 数控机床的重复定位精度比定位精度高,是为了使加工零件的精度更高。( ) 17. 数控机床的柔性表现在它的自动化程度很高。( ) 18. 铣削过程中,切削液不应冲注在切屑从工件上分离下来的部位,否则会使铣刀产生裂纹。( ) 19. 同组模态G代码可以放在一个程序段中,而且与顺序无关。( ) 20. 为维持数控机床之床台润滑良好,自动润滑的油泵应调整至最大供油量。( ) 三、简答题 (每小题4分,本题共20分;要求字迹工整) 1. 数控机床加工与普通机床加工相比有何特点?
2. 简述加工中心的编程过程。
3. 刀具返回参考点的指令有几个?各在什么情况上使用?
4. 数控加工工序顺序的安排原则是什么?
四、编制出图中所有加工部位的程序。(本题20分) 1.计算出图中标出的1―14节点的坐标值; 2.列出所用刀具和加工顺序; 3.编制出加工程序。
|
 |