|
|
|
|
|
���ؼӹ��������̿����⣨3�� |
|
ע������ 1. �����Ծ��ı���д���Ĺ�����λ����������֤�� 2. ����ϸ�Ķ���Ŀ����Ҫ����⣻���־������࣬��Ҫ�ڱ��������д������ 3. ����ʱ��Ϊ120���� һ������ѡ�������뽫��ȷ�𰸵���ĸ�����������������У�ÿ��1�֣���40�֣���ѡ��ѡ���÷֡��� 1. ���ػ��������ڶ�ʮ���ͣ� ������� ��A��40����B��50����C��60����D��70�� 2. ���ػ�����X����ת�Ļ�ת���˶��������ǣ� ���� ��A��A���B��B���C��C���D��D�ᡣ 3. �岹����������ʵ�����ػ����ģ� ���� ��A����λ���ƣ� ��B����λֱ�߿��ƣ� ��C���������ƣ� ��D��תλ�������ơ� 4. ��δ�����ֱ����С�Ŀľ��ӹ������ã� ���� ��A�������� ��B�������� ��C��ĥ���� ��D�������� 5. һ����ԣ�������ϵͳ�ģ� ������Ч�ؽ�����ǿ�ȡ� ��A���նȣ� ��B��ǿ�ȣ� ��C�����ȣ� ��D��Ӳ�ȡ� 6. ��������ʱӦʹ�ã� ���൶���� ��A��BT40�� ��B��CAT40���� ��C��JT40�� ��D��HSK63A�� 7. ������ϳ������ø20ϳ��ִ�����г������ӹ�Բ����ֱ���ߴ��ǣ� ���� N1 G90 G00 G41 X18.0 Y24.0 S600 M03 D06 N2 G02 X74.0 Y32.0 R40.0 F180�����߰뾶����ƫ��ֵr=10.1�� ��A��Ø80.2�� ��B��Ø 80.4�� ��C��Ø 79.8�� ��D��Ø79.6�� 8. �����оߣ����� �����࣬�ɷ�Ϊͨ�üоߡ�ר�üоߡ���ϼоߵȡ� ��A��ʹ�û������ͣ� ��B�������о߹����Ķ���Դ�� ��C���н���ʽ�� ��D��ר�Ż��̶ȡ�
9.
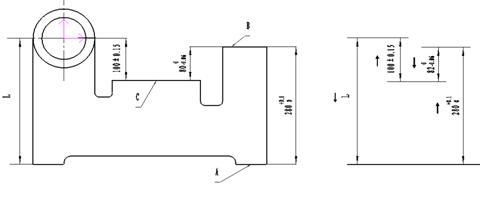
�����ͼ��ʾ����������ϵĿס�����ƻ���C�棬��Ƴߴ�Ϊ��100��0.15��mm��Ϊװ�з��㣬��A�涨λ��������ߴ�L��������������ߴ�280
��A��80
�� �� �� ��
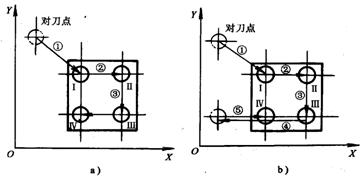
��A��1���� ��B��2���� ��C��3���� ��D��4���� 11. ��ĥһ������ʱ�������ڿ�Ϊ��ĥ��Բ��������ԲΪ��ĥ�ڿף�������ѭ�� ����ԭ�� ��A�����غϣ� ��B����ͳһ�� ��C����Ϊ���� ��D����Ϊ���� 12. ���պ���Լ����800�ȵ���̼�����漴���ܱ�¯�л�����ȴ�����ִ��������ƣ� ���� ��A����� ��B���ػ� ��C���˻� ��D�����ʡ� 13. �����ᷨ�У� ���Ǵ���ġ� ��A��G92��ģָ̬���B��G04 X3.0 ��ʾ��ͣ3s�� ��C��G33 Z F �е�F��ʾ������ ��D��G41�ǵ������� 14. ��ˮƽ�Ǽ�����������ֱ�߶�ʱ������ˮƽ�Ƿ��ڵ�����Ҷˣ���������ƫ2������ˮƽ�Ƿ��ڵ������ˣ���������ƫ2����˵�����( )״̬�� ��A���м��� ��B���м䰼�� ��C���������� ��D��Ť���� 15. Ϊ�ӹ���ͬ���ϵĹ������������������ߣ�һ�������Ӳ�ʺϽߵ�ǰ�ǣ� �����ٸֵ��ߵ�ǰ�ǡ� ��A�����ڣ� ��B�����ڣ� ��C��С�ڣ� ��D�����п��ܡ� 16. �ڶ��������ؼӹ��У����ý����ӹ��������ɵ��߹켣��һ�㣨�ų�һЩ������������ã� ���� ��A�����ε��� ��B�����ε��� ��C����ϳ���� ��D����ϳ���� 17. �ڱ���ֲڶȵ����������У�����Raָ���ǣ� �� ��A����������ƽ��ƫ� ��B���۲�ƽʮ��߶ȣ� ��C���������߶ȣ� ��D�����϶�����ȷ�� 18. ����Ҫ������( )ԭ��ʱ����ʵ��״̬���ص�����߽�Ϊ���ʵ��߽硣 ��A�������� ��B�����ݣ� ��C�����ʵ�壻 ��D�������ơ� 19. �ӹ�ѭ���������߷��زο�ƽ���ָ��Ϊ���� �� ��A��G96�� ��B��G97�� ��C��G98�� ��D��G99�� 20. ������ϳ���ģ� ���������Զ�������װ�ã����ڶ�ʱ�������װ����ж����ʹ�����Ϸ��㡣 ��A��������Ͳ�� ��B����� ��C����Ͳ�� ��D�����ܡ� 21. ��G41��G42ָ��ij�����в����ã� ��ָ� ��A��G00��G01�� ��B��G02��G03�� ��C��G01��G02�� ��D��G01��G03�� 22. �ջ������ŷ�ϵͳ���ջ������ŷ�ϵͳ��Ҫ�������ڣ� ���� ��A��λ�ÿ������� ��B����ⵥԪ�� ��C���ŷ��������� ��D�����ƶ��� 23. ������һ�������ɶȱ���ͬ�Ķ�λԪ���ظ����ƵĶ�λ��Ϊ�� ���� ��A����ȫ��λ�� ��B��Ƿ��λ�� ��C������λ�� ��D������ȫ��λ�� 24. ���ػ����в�ͬ���˶���ʽ����Ҫ���ǹ����뵶������˶���ϵ�����귽��д����ʱ�����ã� ����ԭ���д���� ��A�����߹̶���������������ƶ��� ��B��ϳ���ӹ�����ֻ��ת���������ƶ��������ӹ������ƶ�������ת���� ��C�����������˶���ϵ���ٸ���ʵ������� ��D�������̶���������������ƶ��� 25.�� ����Һѹϵͳ��ִ��Ԫ���� ��A���綯���� ��B��Һѹ�ã� ��C��Һѹ�ף� ��D��Һѹ���Ʒ��� 26. G02 X20 Y20 R-10 F100�����ӹ���һ���ǣ� ���� ��A����Բ����B���нǨQ180���Բ������C��180��Q�нǨQ360���Բ������D����ȷ���� 27. ϳ�����ᾫ�����ڣ� ���� ��A���˶����ȣ� ��B�����ξ��ȣ� ��C�ߴ羫�ȣ� ��D�����϶�����ȷ�� 28. ����ϵͳ���涨����С�趨��λ���ǣ� ���� ��A�����ػ������˶����ȣ� ��B�������ļӹ����ȣ� ��C�����嵱���� ��D�����ػ����Ĵ������ȡ� 29. ��G01��ָ���룬���������к�һָ�����ڳ����г��ֺ���Ϊ��Ч�� ( ) ��A��G00�� ��B��G01�� ��C��G04�� ��D��G03�� 30.��G00��ָ�λ�����У�������������·���ǣ�( ) ��A��ֱ�ߣ� ��B�����ߣ� ��C��Բ���� ��D���������߶Ρ� 31. ��ϳ��һ��XYƽ���ϵ�Բ��ʱ��Բ������ڣ�30��0�����յ��ڣ�-30��0�����뾶Ϊ50��Բ����㵽�յ����ת����Ϊ˳ʱ�룬��ϳ��Բ����ָ��Ϊ�� ���� ��A��G17 G90 G02 X-30.0 Y0 R50.0 F50�� ��B��G17 G90 G03 X-300.0 Y0 R-50.0 F50�� ��C��G17 G90 G02 X-30.0 Y0 R-50.0 F50 �� ��D��G18 G90 G02 X30.0 Y0 R50.0 F50�� 32. �����G00 G01 G02 G03 X50.0 Y70.0 R30.0 F70������ִ�У� ��ָ� ��A��G00�� ��B��G01�� ��C��G02�� ��D��G03�� 33. ��ͣ5�룬����ָ����ȷ���ǣ�( ) ��A��G04P5000�� ��B��G04P500 �� ��C��G04P50�� ��D��G04P5�� 34. Բ���岹����˳ʱ�����ʱ�룩�Ĺ涨�ڣ� ���йء� ��A��X� ��B��Y� ��C��Z� ��D������Բ��ƽ���ڵ������ᡣ 35. ��H01=6mm����ִ��G91 G43 G01 Z-15.0���ʵ���ƶ���ʱ�� ���� ��A��9mm�� ��B��21mm�� ��C��15mm�� ��D��11mm�� 36. ��������Һ�����Լ������������е�Ħ��������Ҫ������Һ���У� ���� ��A�������ã� ��B����ȴ���ã� ��C����ϴ���ã� ��D���������á� 37. ������ͼ��ʾ�Ŀ�ϵ�ӹ��У��Լӹ�·��������ȷ���ǣ� ����
��A��ͼa����ӹ�·����̵�ԭ�� ��B��ͼb����ӹ�������ߵ�ԭ���� ��C��ͼa�����뷴���϶�� ��D������˵������ȷ�� �� �� �� �� �� �� �� �� �� ͼ1 ��ϵ�ӹ�·�߷����Ƚ� 38. ��ϳ���ļ��۲۵��빤�����߲�ƽ�У�ԭ���ǣ� ���� ��A�������������빤��̨�治ƽ�У� ��B���������������������ƽ�У� ��C������ϳ��ʱ����λ�ƣ� ��D������ϳ��ʱ����λ�ơ� 39. ��ϳʱ�ã� ����ʽ����ϳ����ϳ�������öȽϸߣ���üӹ���ı���ֲڶ�ֵҲ��С�� ��A���Գ�ϳ�� ��B����ϳ�� ��C��˳ϳ�� ��D����ϳ�� 40. Ϊ�˱���������ȫ������������£������豸�İ�ȫ��ѹ�涨Ϊ�� ���� ��A��42V�� ��B��36V�� ��C��24V�� ��D��12V�� �����ж��� (���жϽ�����������С���ȷ����̡���������������ÿС��1�֣���20��) 1�� �ڻ�����ͨ��Դ��ͨ����Ҫ�����������ʹ������̨���뵽�����ο��㡣�� �� 2�� �˻��Ŀ���ǣ����Ƹֵ���֯�����ǿ�ȣ����������ӹ����ܡ� ( ) 3�� ���������Ŀ���ͨ�ס�ä�ס����ݿʹ��ڻ�ת�۵Ŀס����� ���� 4�� ��G02���롰G03����Ҫ�������ǰ��Ϊ������Բ��������Ϊ����Բ������ �� 5�� �������ص��ǿ���ʹ�ñ���������֮�䲻�ܽ������㡣�� �� 6�� �ھ�������Ч�������κ�λ�ö�����ʵ�־���ָ��� �� 7�� ����G02/G03ָ��Ա��ӹ��������Բ�����ʱ��Բ������I��J��KΪԲ���յ㵽Բ����������ʸ���ֱ���X��Y��Z�����᷽���ϵķ�ʸ����ʸ������ָ��Բ�ģ����� �� 8�� ������ϳ���ӹ��У������õ��߰뾶����ָ���̣������Ľ�����ȡ��Ӧ�������Ͻ��У������ij�����ܱ�֤����ļӹ����ȡ��� �� 9�� ���ػ��������ڵ����������� �� 10�� ��G41�� G42����ʼ�����е��߿��Թ�С��90º�Ľǣ��ڵ��߰뾶����״̬�²����е���ʸ������ο��������Ρ��� �� 11�� ����˳ϳ������Ҫ��ϳ������̨˿����ĸ�������������϶���������ȡ������Ч��ʩ���� �� 12�� ����ǰ��Խ����мԽ����������������Խ�����ߵ�ǿ��Խ�ߡ��� �� 13�� ����Դ�������������Ա�д�ij����� �� 14�� �ӹ�������һ�ִ����Զ����߽���װ�õ����ػ������� �� 15�� ������ϳ���ӹ�������ʱ��ϳ��ֱ��ӦС�ڻ���ڹ�����������С���ʰ뾶��2������ �� 16�� ��������ʹ�õĿ���ֻҪ����һ����ѹ���Ϳ����ˡ����� ���� 17�� ���ػ�ת����̨���ǻ�����һ����ת�����ᣬ���������������������� ( ) 18�� ϳ�������У�����Һ��Ӧ��ע����м�ӹ����Ϸ��������IJ�λ�������ʹϳ���������ơ��� �� 19�� ͬ��ģ̬G������Է���һ��������У�������˳���ء��� �� 20�� G04 X3.0��ʾ��ͣ3ms�� ���� ��������� (ÿС��4�֣����20�֣�Ҫ���ּ�����) 1�� ʲô��˳ϳ��ʲô����ϳ�����ػ�����˳ϳ����ϳ����ʲô�ص㣿
2�� ����ϳ�����ӹ��������������ȼ����У�������Щ���ݣ����ɲ��չ��ұ���
3�� �����ؼӹ��У�һ��̶�ѭ������6��˳�������ɣ�
4�� ʲô�����ػ����Ķ�λ���Ⱥ��ظ���λ���ȣ�
5�� ���ؼӹ�����˳��İ���ԭ����ʲô��
�ġ����Ƴ�ͼ�У�����ͼ��C�漰���������мӹ���λ�ij�������20�֣� 1�� �����ͼ�б����A��B��C��D��E��F��G��H�ڵ������ֵ�� 2�� �г����õ��ߺͼӹ�˳�� 3�� ���Ƴ��ӹ�����
�� |
 |