|
|
|
|
|
|
|
|
|
数控加工工艺与编程试题2 |
|
|
一、单项选择题(选择正确的答案,将字母代号填入括弧内,每题1分,共40分) 1. 机械零件的真实大小是以图样上的( )为依据。 (A)比例 (B)公差范围 (C)技术要求 (D)尺寸数值 2. 数控车床能进行螺纹加工,其主轴上一定安装了( )。 (A)测速发电机 (B)脉冲编码器 (C)温度控制器 (D)光电管 3. 在现代数控系统中系统都有子程序功能,并且子程序( )嵌套。 (A)只能有一层 (B)可以有限层 (C)可以无限层 (D)不能 4. 脉冲当量是数控机床数控轴的位移量最小设定单位,在下列脉冲当量中如果选用( ),则数控机床的加工精度最高。 (A)0.001mm/脉冲 (B) 0.1mm/脉冲 (C) 0.005mm/脉冲 (D) 0.01mm/脉冲 5. 数控系统常用的两种插补功能是( )。 (A)直线插补和圆弧插补 (B)直线插补和抛物线插补 (C)抛物线插补和圆弧插补 (D) 螺旋线插补和抛物线插补 6. 滚珠丝杠副消除轴向间隙的目的主要是( )。 (A)减少摩擦力矩 (B)提高使用寿命 (C)提高反向传动精度 (D)增大驱动力矩 7. 采用固定循环编程,可以( )。 (A)加快切削速度,提高加工质量 (B)缩短程序的长度,减少程序所占内存 (C)减少换刀次数,提高切削速度 (D)减少吃刀深度,保证加工质量 8. 夹紧力的方向应尽量垂直于主要定位基准面,同时应尽量与( )方向一致。 (A)退刀 (B)振动 (C)换刀 (D)切削 9. HRC表示( ) (A)布氏硬度 (B)洛氏硬度 (C)维氏硬度 (D)硬度 10. 程序校验与首件试切的作用是( )。 (A)检查机床是否正常 (B)提高加工质量 (C)检验程序是否正确及零件的加工精度是否满足图纸要求 (D)检验参数是否正确。 11. 机床夹具,按( )分类,可分为通用夹具、专用夹具、组合夹具等。 (A)专门化程度 (B)驱动夹具工作的动力源 (C)夹紧方式 (D)使用机床类型 12. 车削加工时的切削力可分解为主切削力Fz、切深抗力Fy和进给抗力Fx,其中消耗功率最大的力是( )。 (A)不确定 (B)切深抗力Fy (C)主切削力Fz (D)进给抗力Fx 13. 粗基准是用( )作为定位基准面。 (A)毛坯表面 (B)复杂表面 (C)切削量小的 (D)加工后的表面 14. 精基准是用( )作为定位基准面。 (A)未加工表面 (B)简单的表面 (C)切削量小的 (D)加工后的表面 15. 对于箱体类零件,其加工顺序一般为( )。 (A)先孔后面,基准面先行 (B) 先孔后面,基准面后行 (C) 先面后孔,基准面先行 (D) 先面后孔,基准面后行 16. 尺寸链按功能分为设计尺寸链和( )。 (A)封闭尺寸链 (B)装配尺寸链 (C)零件尺寸链 (D)工艺尺寸链 17. 按数控系统的控制方式分类,数控机床分为:开环控制数控机床、( )、闭环控制数控机床。 (A)点位控制数控机床 (B)点位直线控制数控机床 (C)半闭环控制数控机床 (D)轮廓控制数控机床 18. 为了保障人身安全,在正常情况下,电气设备的安全电压规定为( )。 (A)12V (B)24V (C)36V (D)42V 19、主轴转速应根据允许的切削速度v和刀具的直径D来选择,其计算公式为( )。 (A)n=v/(1000πD) (B) n=1000πD/v (C)n=1000v/(πD) (D)n=πD/v 20. 数控机床常采用机夹刀具,与普通刀具相比机夹刀具有很多优点,但( )不是机夹刀具的特点。 (A)刀片和刀具几何参数和切削参数的规范化、典型化 (B)刀具要经常进行重新刃磨 (C)刀片或刀具的耐用度及其经济寿命指标的合理化 (D)刀片及刀柄高度的通用化、规则化、系列化 21. 10D7中的字母D表示( )。 (A)轴基本偏差代号 (B)孔基本偏差代号 (C)公差等级数字 (D)公差配合代号 22. 选择加工表面的设计基准作为定位基准称为( ) (A)自为基准 (B)互为基准 (C)基准重合原则 (D)基准统一原则 23. 零件的机械加工精度主要包括( )。 (A)尺寸精度、几何形状精度、装夹精度 (B)尺寸精度、几何形状精度、相对位置精度 (C)机床精度、几何形状精度、相对位置精度 (D)尺寸精度、定位精度、相对位置精度 24. 数控系统中,( )指令在加工过程中是模态的。 (A)G01 (B)G27、G28 (C)G04 (D)M02 25. 数控编程时,应首先设定( )。 (A)机床原点 (B)固定参考点 (C)机床坐标系 (D)工件坐标系 26. 在数控加工中,刀具补偿功能除对刀具半径进行补偿外,在用同一把刀进行粗、精加工时,还可进行加工余量的补偿,设刀具半径为r,精加工时半径方向余量为△,则最后一次粗加工走刀的半径补偿量为( )。 (A)△ (B)r (C)r+△ (D)2 r+△ 27. 轴在长定位套中定位,可限制( )个自由度。 (A)三 (B)四 (C)五 (D)六 28. ISO标准规定绝对尺寸方式的指令为( )。 (A) G90 (B) G91 (C) G92 (D) G98 29. 数控装置将所收到的信号进行一系列处理后,再将其处理结果以( )形式向伺服系统发出执行指令。 (A) 输入信号 (B) 脉冲信号 (C) 位移信号 (D) 反馈信号 30. 加工程序段的结束部分常用( )表示。 (A) M02 (B) M30 (C) M00 (D) LF 31. 麻花钻有1条横刃、2条副切削刃和( )主切削刃。 (A)1条 (B)2条 (C)3条 (D)没有 32、影响数控车床加工精度的因素很多,要提高加工工件的质量,有很多措施,但( )不能提高加工精度。 (A)减小刀尖圆弧半径对加工的影响 (B)正确选择车刀类型; (C)控制刀尖中心高误差 (D)将绝对编程改变为增量编程 33. 夹紧力的作用点应尽量落在工件刚性好的部位,同时应尽量靠近( )。 (A)进刀点 (B)退刀点 (C)非加工面 (D)加工面 34. G92的作用是( )。 (A)设定刀具的长度补偿值 (B)设定工件坐标系 (C)设定机床坐标系 (D)增量坐标编程 35. 数控加工中,下列划分工序的方法中错误的是( )。 (A) 按所用刀具划分工序 (B) 以加工部位划分工序 (C) 按粗、精加工划分工序 (D)按不同的机床划分工序 36. 编制零件机械加工工艺规程,编制生产计划和进行成本核算的基本单元是( )。 (A)工位 (B)工序 (C)工步 (D)安装 37. 下列形位公差中属于位置公差的是( )。 (A)平面度 (B)圆度 (C)对称度 (D)圆柱度 38. S1000表示( )。 (A)主轴转速为1000r/min (B)主轴转速为1000mm/min (C)进给速度为1000r/min (D)进给速度为1000r/min 39. 数控机床加工过程中,发现刀具突然损坏,应首先采取的措施是( )。 (A)关闭机床电源 (B)关闭数控系统电源 (C)速按暂停键 (D)速按急停键 40. 数控机床精度检验主要包括机床的几何精度检验和坐标精度及( )精度检验。 (A)综合 (B)运动 (C)切削 (D)工作 二、简答题(每小题6分,本题共30分) 1. 前角、后角的功用是什么?选择原则是什么?
2. 积屑瘤是如何形成的?对生产过程有何影响?若要避免积屑瘤应该采取哪些措施?
3. 数控机床加工的特点是什么?
4. 什么是数控车床加工的恒切削速度功能?用哪一组指令进行恒切削速度控制?
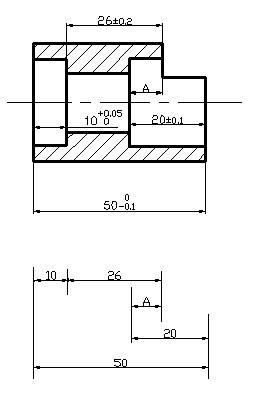
5. 有一套筒如图所示,在车床上已加工好外圆、内孔及各面,现加工右端缺口,并保证尺寸26±0.2,求试切调刀时的度量尺寸A及其上下偏差.
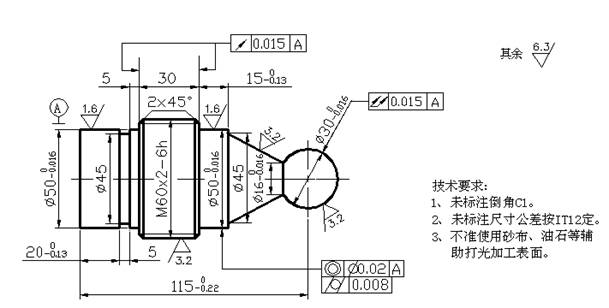
三、编程题(满分30分) 用数控车床加工如图所示零件,材料为45号钢,毛坯直径为65mm,长度135mm,按要求完成零件的加工程序编制。(要求粗加工用固定循环指令,对所选用的刀具、切削用量等作简要说明)
|
|
|
 |