|
|
|
|
|
AutoLISP程序来设计渐开线齿形原理及步骤 |
|
|
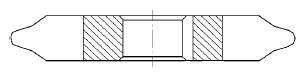
1 引言 图1所示的盘形齿轮铣刀结构简单、使用方便,被广泛用于中、小模数齿轮的小批量加工或修配。但由于这种铣刀渐开线齿形的设计和加工存在较大理论误差,因此被加工齿轮精度较低。盘形齿轮铣刀渐开线齿形的设计方法通常是在渐开线范围内选取6~20个点,通过计算或查表得出每个点的坐标,然后依次连接各点,即可得出近似的渐开线齿形(检验样板也可按此方法设计)。这种设计方法存在一定缺陷,如取点过少,则设计精度不高;如取点过多(远多于20点),则计算繁琐,且得到的近似渐开线齿形不便于采用高精度数控机床进行后续加工。为此,本文采用AutoCAD内嵌的AutoLISP程序来设计直齿圆柱齿轮盘形铣刀的渐开线齿形。该方法可获得理论精度较高的渐开线,且便于齿形的后续数控加工。
2
设计原理与方法
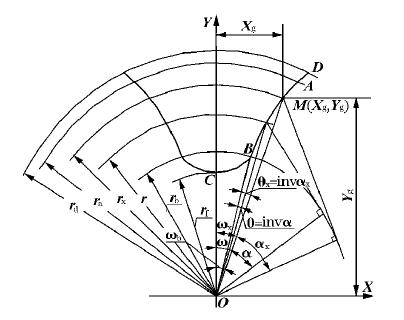
直齿圆柱齿轮盘形铣刀的齿形如图2所示。图中,曲线BD为渐开线,其中BA部分与被加工齿轮的渐开线齿廓相同,AD部分为齿顶圆以上的渐开线,是专为铣刀增设的部分,其取值根据不同的设计资料而有一些差异。可认为AD
的大小与齿轮模数m
有关,此处取rd=ra+0.2m。设被加工齿轮中心为坐标原点,oy
为齿槽对称线,则有
wx=wb+qx=wb+invax (1)
图2
铣刀齿形 将式(2)代入式(1),可得 wx=(p-4xtana)/2z+invax-inva (3)
因此,渐开线上半径为rx的任意点M
的坐标(xg,yg)为
{ xg=rx sinwx 由此可求出曲线BD部分内各点的坐标值,这些点即为渐开线上的节点。
过渡曲线的处理
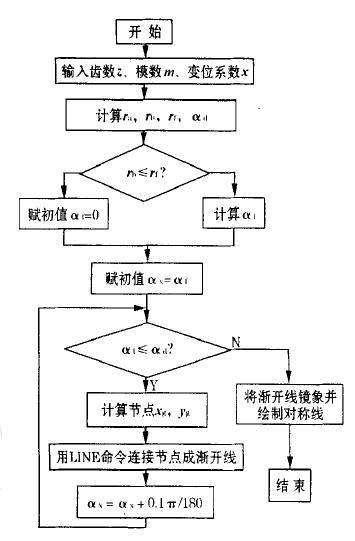
当rf>rb时,基圆rb至齿根圆rf的部分为渐开线。齿根圆rf以下部分不参与啮合,没有必要采用渐开线,因此渐开线的起点从rf处开始,即齿形角ax=af。 无论上述哪种情况,渐开线的终点均在最大圆半径rd处,此时齿形角ax=ad。 程序设计任何曲线均可采用多段曲线段(或直线段)逼近的方法进行模拟,且线段细分越多,原理误差越小。本文采用渐开线直线逼近法,利用(xg,yg)求解公式,由AutoCAD内嵌的AutoLISP程序自动产生任意数量的节点,从而获得任意模拟精度的渐开线(此项精度满足8级齿轮加工精度即可);然后用LINE命令自动生成误差很小的近似渐开线轮廓(该轮廓是连续的,以便于后续CAD/CAM 数控加工)。
该程序取名为GEARTOOL,其流程框图如图3所示(具体程序略)。
3
设计实例
齿形渐开线部分设计完成后,手工加上过渡曲线,经后续处理后即得到如图5所示的铣刀完整齿形(图中C 点为齿根圆通过点)。 设计时,应注意以下几点: 虽然可在程序中加入相关命令实现直接生成完整齿形,但这样会使程序变得非常繁杂,不如用手工进行后续处理更为简便。进行后续处理时,线与线的连接处不能存在断点。 由于渐开线由极短的直线段组成,如需进行后续绘图操作,应在充分放大后进行。 如要求获得更高的渐开线齿形设计精度,只需将计算公式ax=ax+0.1p/180 中的系数0.1 减小即可。 |
 |