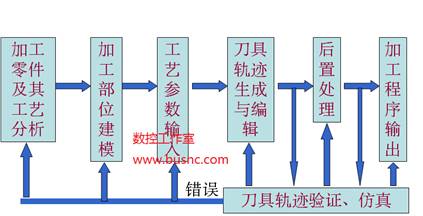
基于CAD/CAM软件的数控自动编程的基本步骤如下图所示:
1.
加工零件及其工艺分析
与手动编程一样,加工零件及其工艺分析是数控编程的基础。目前这项工作主要还需人工来做,随着CAPP技术的发展,将逐渐由CAPP或借助CAPP来完成。主要任务有:
①
零件几何尺寸、公差及精度要求的核准;
②
确定加工方法、工夹量具及刀具;
③
确定编程原点及编程坐标系;
④
确定走刀路线及工艺参数;
2.
加工部位造型
与前述相同,有三种方法获取和建立零件几何模型:
①
利用软件本身提供的CAD设计模块;
②
将其他CAD/CAM系统生成的图形,通过标准图形转换接口
(如STEP、DXFIGES、STL、DWGPARASLD、CADL、NFL
等),转换成本软件系统的图形格式;
③
利用三坐标测量机数据或三维多层扫描数据。
3.
工艺参数输入
将工艺分析中的工艺参数输入到自动编程系统中,常见的工艺参数有:
①
刀具类型、尺寸与材料;
②
切削用量,如主轴转速、进给速度、切削深度及加工余量等;
③
毛坯信息,如尺寸、材料等;
④
其他信息,如安全平面、线性逼近误差、刀具轨迹间的残留高度、进退刀方式、走刀方式、冷却方式等。
4.
刀具轨迹生成与编辑
自动编程系统将根据几何信息与工艺信息,自动完成基点和节点计算,并对数据进行编排,形成刀位数据;
刀位轨迹生成后,自动编程系统将刀具轨迹显示出来,如果有不合适的地方,可在人工交互方式下对刀具轨迹进行编辑与修改。
5.
刀具轨迹的验证与仿真
自动编程系统提供验证与仿真模块,可以检查刀具轨迹的正确性与合理性。验证模块指通过模拟加工过程来检验加工中是否过切,刀具与约束面是否发生干涉与碰撞等;仿真模块是将加工过程中的零件模型、机床模型、夹具模型及刀具模型用图形动态显示出来,基本具有试切加工的效果。
6.
后置处理
将刀位数据文件转换为数控装置能接受的数控加工程序。
7.
加工程序输出
①
将加工程序利用打印机打印清单,供人工阅读;
②
将加工程序存入存储介质,包括穿孔纸带、磁盘、光盘和U盘等,用于保存或转移到数控机床上使用;
③
通过标准通信接口,将加工程序直接送给数控装置;
