|
|
|
|
|
CAD/CAM系统数控自动编程后置处理 |
|
|
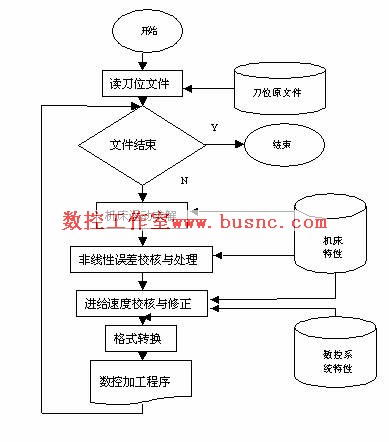
数控机床的所有运动和操作都是执行指定的数控指令的结果,完成一个零件的数控加工一般需要连续执行一连串的数控指令,即数控程序。手工编程方法根据零件的加工要求与所选数控机床的数控指令集编写数控程序,直接熟土数控机床的数控系统。这种方法对于简单二维零件的数控加工是非常有效的,一般熟练的数控机床操作者根据工艺要求便能完成。 自动编程方法则不同,经过刀具轨迹计算产生的是刀位原文件,而不是数控程序。因此,这时需要设法把刀位原文件转换成指定数控机床能执行的数控程序,采用通信的方式或DNC方式输入数控机床的数控系统,才能进行零件的数控加工。 把刀位原文件转换成数控机床能执行的数控程序的过程称为后置处理(Post Processing)。 后置处理过程可用图所示的框图表示。
SHAPE \* MERGEFORMAT
刀位原文件中刀位的给出形式为刀心坐标和刀轴矢量,在后置处理过程中,需要将它们转换为机床的运动坐标。这就是机床运动变换 根据刀位文件的格式,可将刀位文件分为两类:一类是符合IGES标准的标准格式刀位文件,如各种通用APT系统及商品化的CAD/CAM编程系统输出的刀位文件;另一类是非标准刀位文件,如某些专用(或非商品化的)数控编程系统输出的到位原文件如某些专用数控编程系统输出的刀位原文件。 后置处理过程原则上是解释执行,即每读出原文件中的一个完整的记录,便分析该记录的类型,根据记录类型确定是进行坐标变换还是进行文件代码转换,然后根据所选数控机床进行坐标变换或文件代码转换,生成一个完整的数控程序段,并写到数控程序文件中去,直到刀位原文件结束。 后置处理的任务: 1、 机床运动变换 刀位原文件中刀位的给出形式为刀心坐标和刀轴矢量,在后置处理过程中,需要将它们转换为机床的运动坐标,这就是机床运动变换。其间要考虑是否超出行程,若超程则需重新选择或对编程工艺作相应修改。此外为提高加工精度,还要考虑机床结构误差,在加工程序上给与补偿修正。 坐标变换与加工方式和所选数控机床类型密切相关。 a) 非线性运动误差校验 在前置刀位计算中,使用离散直线来逼近工件轮廓,加工过程中,只有当刀位点实际运动为直线时才与编程精度相符合。多坐标加工时,由于旋转运动的非线性,由机床各运动轴线性合成的实际刀位运动会严重偏离编程直线。因此应对误差进行校验,若超过允许误差应作必要修正。 3、进给速度校验 进给速度是指刀具切触点或刀位点相对于工件表面的相对速度。多轴加工时,由于回转半径的放大作用其合成速度转换到机床坐标时,会使平动轴的速度变化很大,超出机床伺服能力或机床、刀具的负荷能力。因此应根据机床伺服能力(速度、加速度)及切削负荷能力进行校验修正。 4、数控加工程序生成 根据数控数控系统规定的指令格将机床运动数据转换成机床程序代码。
|
 |