|
下面介绍MaterCAM针对于铜料(特别是开粗应用)各种刀法的应用,当然2D刀路应用很广泛大家可举一反三应用不加工同场合!
不知道各位同袍有无这种感受,CNC机床操作系统MISUBISHI64M和FANUC18MI以上解码芯片除外,(FANUC16M属日本国家机密级解码芯片可用于五轴机床,要日本政府审查方能卖出,五轴机床可做武器,例如核潜艇螺旋浆,用五轴机床加工和铸造出来的螺旋浆用声纳探测结果天壤之别,一个是手工翻砂模铸件,一个是一体成型加工出来工件精度肯定有差别,在高速运转噪音差别可想而知,明白为何日本政府要审查了吧),
一些老式机床走曲面NC时在一些小圆角或小尖角处Feed速会走得很慢,是由于老式机床接收传送NC时解码芯片缘故,当然你可以过虑程式,但结果是工件会有马赛克现象,这是精密产品不能接受的例如镜头之类的模具,
2D刀路就不会出现此类问题,2D刀路可爱吧!
做cnc的朋友应该有共识,做刀路跳刀越少代表你编程水平越高,要么不跳刀,要跳刀就跳高点,特别是高速机多工件用同一把刀加工时要跳加工区域,会用快feed(G00X?Y?Z?)三轴联动,安全高度不够会撞刀哦!
本人看法不善于用mastercam的2D刀路等于只学了表皮,曲面刀路大把软件比它做得好!
2D刀路是mastercam的精髓:计算速度快,可控制预留量,可以控制提刀,后处理出来的nc容量小,是最值得称颂和自豪的,"MaterCAM属人工智能型软件",亦是最考个人的思维能力的软件!
所谓人工智能就是你得多用脑筋去想办法,你得有耐心和多动脑瓜,可能很多朋友会说用Pocket更省事什么都不用想(当然你觉得麻烦可用曲面Pocket懒人刀法),做铜公用Pocket属懒人刀法,特别是高速机讲究刀刀到肉且不提刀,2D+Parallel刀路就解决了跳刀多的问题,而且锻炼你的统筹和编排工艺能力,锻炼自已的脑瓜有好处哦!
下面介绍用2D
Ruled,2D Swept,2D螺旋式渐降斜插(ramp
depth),2D直插(ramp
plunge),2D外形加斜度和曲面Parallel综合刀法.
2D Ruled,2D Swept刀路在Toolpaths---Next
menu---Wireframe的菜单下,相信很多同袍都很熟悉了
这是直纹刀路
:
这是2D扫描刀路:
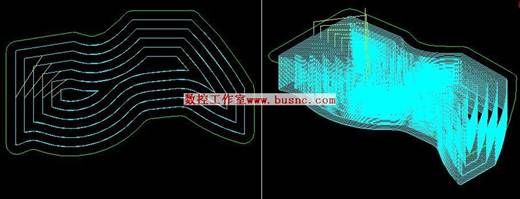
2D外形加斜度参数界面: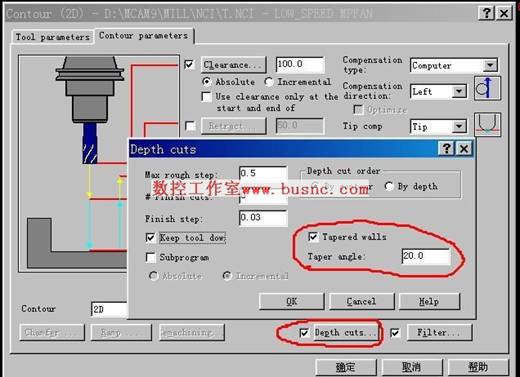
这是2D外形加斜度切削刀路:
做这刀路须注意穿封闭线是应该在底部,顶部是错误的,切记!
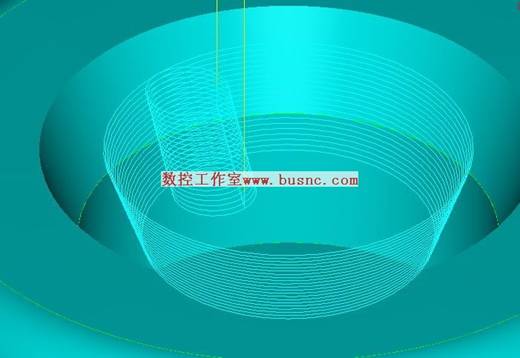
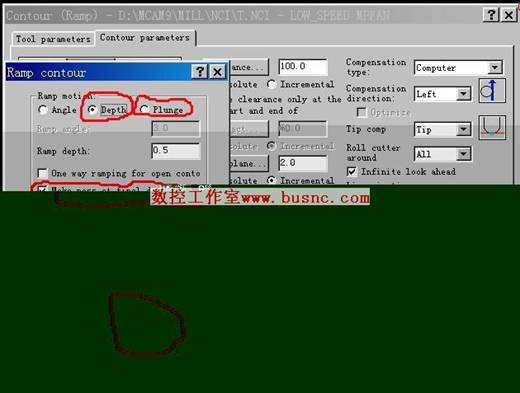
2D外形Contour刀络Ramp参数界面介绍:
ramp+depth:螺旋式渐降斜插切削
ramp+plunge:直插切削,为走线架起始末端时直插不提刀来回切削
make pass at final depth:意思是切削到最终深度时把底部修
平,ramp+depth刀路一定要打钩.
这是ramp+depth螺旋式渐降斜插刀路,意思是走封闭外形一圈刚好是渐降斜插预设深度,这刀法很多用途建议多动脑筋!!!
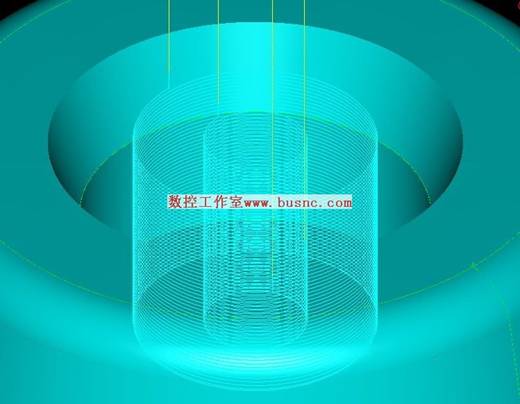
再次强力推荐2D外形Contour下的ramp+depth:螺旋式渐降斜插切削,这刀法可根据外形千变万化建议多动脑筋!!!这种刀法如果线架是spline最好转为"line
& arc"再做刀路,还有尖角处倒圆角(最后稍大于你的刀径),反正尖角你的刀也清不了角对吗?!这刀法直锣到底才提刀,当然深孔加工时你的机床切削液水压要足够大才能冲出残渣!!!
 |







