对4<-L/D<10的轴类零件,必须在工件的一端用卡盘做夹持,在尾端用活顶尖顶紧工件的安装方法才能保证数控车削加工的正常进行。如图1所示为一种长轴工件,工件原点设置在左端面,其数控精车程序编写如下:
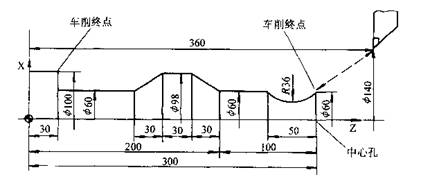
图1 长轴数控车削编程
00016(outside Turning) /程序编号00016
NO G50x140. Z360.0; /设置丁件原点在左端面
N1G30u0w0; /直接回第二参考点
N2G50S1500T010l M08;
/限制最高主轴转速为1500r/min,调01号刀具
N3G96S200M03; /指定恒切削速度为200m/min
N4G00X63.0Z303.O;
/快速走到外因粗车始点(63.0,303.0)
N6G42G01x60.0Z300.0F0.15;
/调刀尖半径补偿,右偏,接近工件
N8G02X60.O z250.0R36.0; /车R36mm圆弧
N10Z200.0; /车Φ60mm凹外圆面
N12X98.O Z170.0; /车Φ60mmΦ98间锥面
N14Z140.O; /车Φ98mm外圆面
N16X60.0Z 110.0; /车Φ98Φ60间锥面
N18Z30.0; /车98mm外圆面
N20X102.O; /o车必100nun台阶
N22G40 G00X140.0z360.0M09;
/取消刀补,快速走到点(140.0,360.0)
N24G30U0W0M05; /返回第二参考点
N26M30; /程序结束
