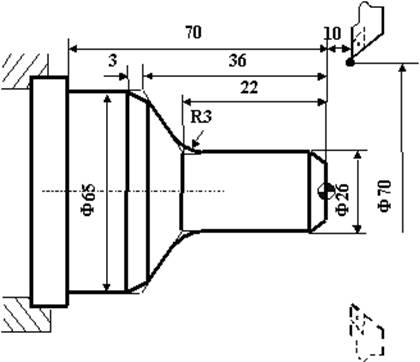
图 1 倒角编程实例
%123
N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)
N20 G00 U-70 W-10 (从编程规划起点,移到工件前端面中心处)
N30 G01 U26 C3 F100 (倒3×45°直角)
N40 W-22 R3 (倒R3圆角)
N50 U39 W-14 C3 (倒边长为3等腰直角)
N60 W-34 (加工Φ65外圆)
N70 G00 U5 W80 (回到编程规划起点)
N80 M30 (主轴停、主程序结束并复位)