车削编程是采用CYNC-400P
SINUMERIK 802D数控车床,如图1
所示工件,编写加工程序如下:

图1
车削零件
//主程序:
%_N_LJ014_MPF
;$PATH=/_N_MPF_DIR //通信头文件
N10 G54 G94 M3 M7 T1 S1000
//G54工件坐标系
G94主轴不转也可移动
N20 G1 X25 Z10 F1000 //
接近加工零件
N30 CYCLE95( "TOP:END",2,,,0.2,100,30,30,9,0.01,5,)
N40 G90 G0 X50 Z50
N50 T2 D2 //2号刀位
N60 G0 X30
N70 Z-49
N80 G1 X0 F30
N90 G74 X0 Z0 //返回原点
N100 M30 T1 M5 M9
//子程序:
N150 TOP:
N160 G90 G0 X0 Z0
N170 G91 G1 X4 Z-10
N180 G3 X0 Z-5 CR=3.2
N190 G1 X4
N200 G3 X0 Z-6 CR=5 //CR园弧半径
N210 G1 X10 Z-4
N220 X-6 Z-3
N230 Z-2.29
N240 G3 X0 Z-13.42 CR=9
N250 G1 X6 Z-4.29
N260 Z-3
N270 G90 X20
N280 END:
其中毛坯切削循环指令格式及含义如下:
CYCLE95(NPP,MID,FALZ,FALX,FAL,
FF1,FF2,FF3,
VARI,DT,DAM,_VRT)
NPP:轮廓子程名(*.SPF)或起始和结束的标志
MID:粗车的进给深度(无符号,半径量)
FALZ,FALX,FAL
:精车余量。
FALZ:Z方向;FALX:X方向;
FAL:根据轮廓计算精车余量。(半径量)
FF1,
FF2,FF3:进给率(与G95、G94配合使用)FF1:粗车;
FF2:进入凹凸槽;FF3:精车。
VARI:加工类型,1~12
DT:粗车断屑停顿时间(单位秒)
DAM:粗车断屑时所加工的长度
_VRT:粗车时从轮廓退回的行程(增量,无符号)
割断刀指令格式及含义如下(图2):
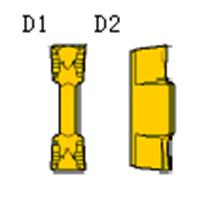
图2
割断刀刀尖对刀点
D1指刀具左边对刀;D2指刀具右边对刀。D1和D2之间一般有3mm间距。
VARI:加工类型。如表所示,应根据加工要求和加工特征,选取相应编号。具体要求见表1。
表1
加工类型一览表
|
粗加工 |
精加工 |
粗-精加工 |
加工特征 |
|
1 |
5 |
9 |
左刀 |
|
2 |
6 |
10 |
右刀 |
|
3 |
7 |
11 |
孔 |
|
4 |
8 |
12 |
端面 |
N30 CYCLE95( "TOP:END",2,,,0.2,100,30,30,9,0.01,5,)
的走刀轨迹及割断轨迹,如图3所示。
图3
走刀轨迹
