FANUC系统G90外圆的固定循环的车削固定循环也分为单一固定循环和复合固定循环两类。循环指令中的格式及地址码含义如下。
1、格式:
G90 X(U)_ Z(W)_ F_
2、说明: X、Z――终点坐标值
F ―― 走刀速度
单一固定循环,主要用于圆柱面的循环切削。
3、编程实例:
1)G90加工圆柱面切削循环,如下图
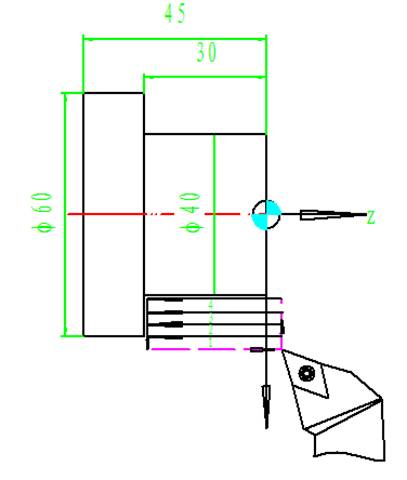
刀具从循环起点(刀具所在的位置)开始矩形循环,最后又回到循环起点。图中红线表示刀具按快速运动,实线表示按F指定的工作进给速度运动。其加工顺序按1、2、3、4进行。
2)加工程序:
O1688
程序名
N10 G54 G98
指定工件坐标系
N15 M03 S800 主轴正转
N20 T0101 选择01号刀具
N25 G00 X65
Z5 快速定位
N30 G90 X55 Z-30
F100 循环加工1
N35
X50
循环加工2
N40
X45
循环加工3
N45
X40
循环加工4
N50 G00
X120 Z50
快速返回换刀点
N55 M05 主轴停转
N60 M30 程序结束
%
程序结束符
