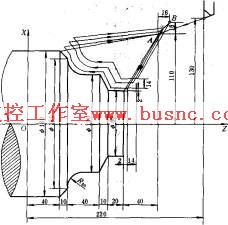
用G73粗车循环的例子
设粗加工分三刀进行,第一刀后留给剩下两刀的总余量X向和Z向均为单边14mm三刀完毕,留给精加工的余量X方向(直径上)为4.0mm;Z向为2.0mm粗加工进给量为0.3mm/r主轴转速为500r/min精加工进给量为0.15mm/r主轴转速为800r/min完成上述加工的程序如下:
%0004
N01
G92
X260.0 Z220.0
N02 G00
X220.0 Z160.0
M03 S800
G95 F0.30
(转进给)
N03 G73
U14.0
K14.0
R3 P04 Q09 G91 X4.0 Z2.0 F0.30 S500
N04 G00
X80.0 W-40.0
N05 G01
W-20.0 F0.15 S800
N06 X120.0
W-10.0
N07 W-20.0
N08 G02
X160.0 W-20.0 I20.0
N09 G01
X180.0 W-10.0
N10 G94
F1000
N11 G01
X260.0 Z220.0
N12 M05
N13 M30
