用螺纹切削复合循环G76指令编程,加工螺纹为ZM60×2,工件尺寸见图1,其中括弧内尺寸根据标准得到。
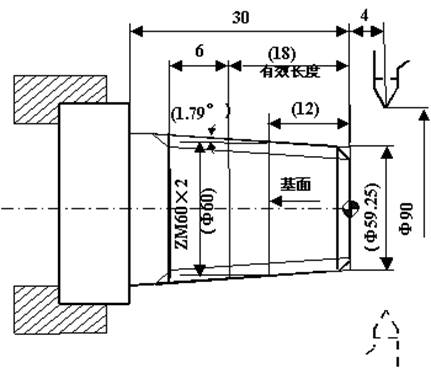
图1
G76循环切削编程实例
有效长度
基面
4
(1.79°)
(12)
(18)
30
6
%1101
N1 T0101
(换一号刀,确定其坐标系)
N2 G00 X100 Z100
(到程序起点或换刀点位置)
N3 M03 S400
(主轴以400r/min正转)
N4 G00 X90 Z4
(到简单循环起点位置)
N5 G80 X61.125 Z-30 I-1.063
F80(加工锥螺纹外表面)
N6 G00 X100 Z100 M05
(到程序起点或换刀点位置)
N7 T0202
(换二号刀,确定其坐标系)
N8 M03 S300
(主轴以300r/min正转)
N9 G00 X90 Z4
(到螺纹循环起点位置)
N10
G76C2R-3E1.3A60X58.15Z-24I-0.875K1.299U0.1V0.1Q0.9F2
N11 G00 X100 Z100
(返回程序起点位置或换刀点位置)
N12 M05
(主轴停)
N13 M30
(主程序结束并复位)
