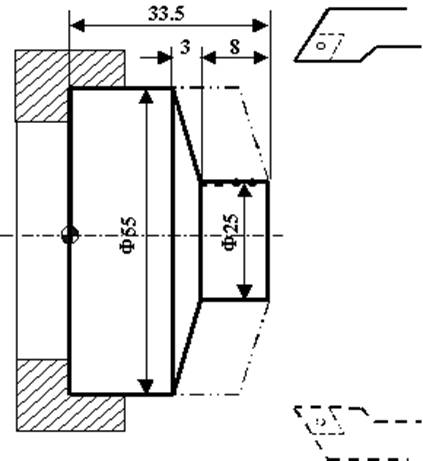
G81指令编程,点画线代表毛坯。
图
G81切削循环编程实例
%3320
N1 G54 G90
G00 X60 Z45 M03
(选定坐标系,主轴正转,到循环起点)
N2 G81 X25
Z31.5 K-3.5 F100
(加工第一次循环,吃刀深2mm)
N3 X25 Z29.5
K-3.5 (每次吃刀均为2mm,)
N4 X25 Z27.5
K-3.5
(每次切削起点位,距工件外圆面5mm,故K值为-3.5)
N5 X25 Z25.5
K-3.5
(加工第四次循环,吃刀深2mm)
N6
M05
(主轴停)
N7
M30
(主程序结束并复位)
