下面是车床半径编程实例
,程序中用到了子程序的功能
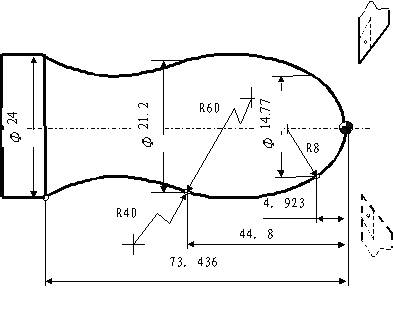
图
1
半径编程
%3110
(主程序程序名)
N1
G92 X16 Z1
(设立坐标系,定义对刀点的位置)
N2
G37 G00 Z0 M03
(移到子程序起点处、主轴正转)
N3
M98 P0003 L6
(调用子程序,并循环6次)
N4
G00 X16 Z1
(返回对刀点)
N5
G36
(取消半径编程)
N6
M05
(主轴停)
N7
M30
(主程序结束并复位)
%0003
(子程序名)
N1
G01 U-12 F100 (进刀到切削起点处,注意留下后面切削的余量)
N2
G03 U7.385 W-4.923 R8(加工R8园弧段)
N3
U3.215 W-39.877 R60
(加工R60园弧段)
N4
G02 U1.4 W-28.636 R40(加工切R40园弧段)
N5
G00 U4
(离开已加工表面)
N6
W73.436
(回到循环起点Z轴处)
N7
G01 U-4.8 F100 (调整每次循环的切削量)
N8
M99
(子程序结束,并回到主程序)
