一、零件加工图
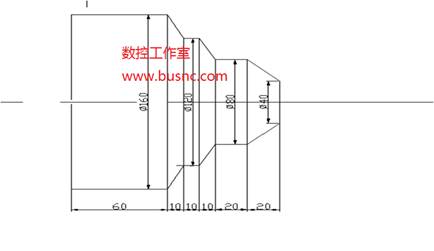
如图,编制该零件的加工程序并在数控车床上加工出零件。
二、准备及计算
(一)、工件与刀具装夹、对刀。
(二)、G71指令及应用,缺陷。
(三)、G72――端面切削单一循环指令
1.
格式
(1)端面复合循环:
G72W(△d)R(e)
G72P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t)
2、说明
△d:循环每次Z向的吃刀深度;
e:
每次切削退刀量;
ns:
精加工形状程序的第一个段号;
nf:
精加工形状程序的最后一个段号;
△u:
X方向精加工预留量的距离及方向。(直径/半径)
△w:
Z方向精加工预留量的距离及方向。
f、s、t:
包含在ns到nf程序段中的任何F、S或T功能在循环中被忽略,而在G71程序段中的F、S或T功能有效。
3、
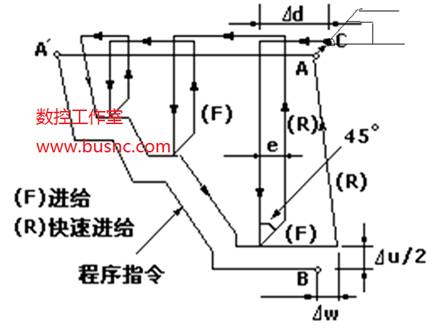
功能
G72走刀路线如图
三、工艺分析及编程
(一)、工艺分析:
零件大小径之差较大而长度较短,形状较为复杂,适用于用G72端面粗车循环指令加工。选用93度外圆机夹车刀右手刀,车刀横向安装(如图上)。
(二)、加工程序:
O0001;
N01T0101;
N02M03S1200;
N03G00X165.Z140.;
循环起点
N04G72W2.R0.5;
端面复合循环
N05G72P6Q13U0.2W0.2F0.2;
N06G00G42Z60.S1500;
精加工首段
N07G01X160.F0.1;
N08G01X120.Z70.;
N09Z80.;
N10X80.Z90.;
N11Z110.;
N12X40.Z130.;
N13G40Z132.;
精加工末段
N14G70P40Q90;
精加工循环
N15G00X200.Z200.;
N16M30;
