编制图1所示零件的加工程序。工艺条件:工件材质为45#钢,或铝;毛坯为直径Φ54mm,长200mm的棒料;刀具选用:1号端面刀加工工件端面,2号端面外圆刀粗加工工件轮廓,3号端面外圆刀精加工工件轮廓,4号外圆螺纹刀加工导程为3mm,螺距为1mm 的三头螺纹。
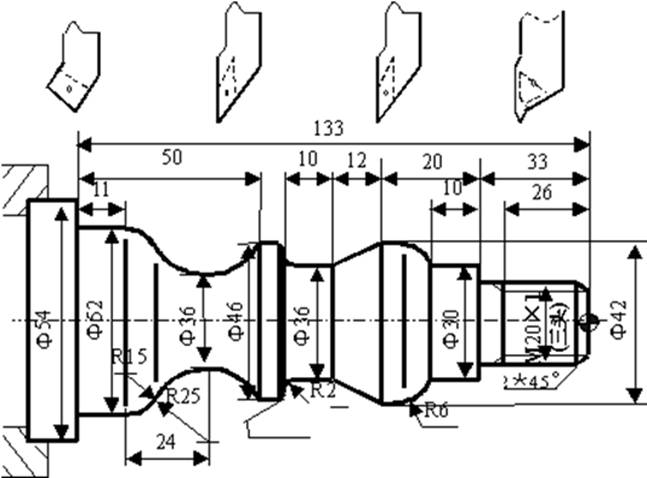
图1
综合编程实例一
%3111
N1 T0101
(换一号端面刀,确定其坐标系)
N2 M03 S500 (主轴以400r/min正转)
N3 G00 X100 Z80
(到程序起点或换刀点位置)
N4 G00 X60 Z5
(到简单端面循环起点位置)
N5 G81 X0 Z1.5 F100
(简单端面循环,加工过长毛坯)
N6 G81 X0 Z0
(简单端面循环加工,加工过长毛坯)
N7 G00 X100 Z80
(到程序起点或换刀点位置)
N8 T0202
(换二号外圆粗加工刀,确定其坐标系)
N9 G00 X60 Z3
(到简单外圆循环起点位置)
N10 G80 X52.6 Z-133 F100
(简单外圆循环,加工过大毛坯直径)
N11 G01 X54
(到复合循环起点位置)
N12 G71 U1 R1 P16 Q32 E0.3(有凹槽外径粗切复合循环加工)
N13 G00 X100 Z80
(粗加工后,到换刀点位置)
N14 T0303
(换三号外圆精加工刀,确定其坐标系)
N15 G00 G42 X70 Z3
(到精加工始点,加入刀尖园弧半径补偿)
N16 G01 X10 F100
(精加工轮廓开始,到倒角延长线处)
N17 X19.95 Z-2
(精加工倒2×45°角)
N18 Z-33
(精加工螺纹外径)
N19 G01 X30
(精加工Z33处端面)
N20 Z-43
(精加工Φ30外圆)
N21 G03 X42 Z-49 R6
(精加工R6圆弧)
N22 G01 Z-53
(精加工Φ42外圆)
N23 X36 Z-65
(精加工下切锥面)
N24 Z-73
(精加工Φ36槽径)
N25 G02 X40 Z-75 R2
(精加工R2过渡圆弧)
N26 G01 X44
(精加工Z75处端面)
N27 X46 Z-76
(精加工倒1×45°角)
N28 Z-84
(精加工Φ46槽径)
N29 G02 Z-113 R25
(精加工R25圆弧凹槽)
N30 G03 X52 Z-122 R15
(精加工R15圆弧)
N31 G01 Z-133
(精加工Φ52外圆)
N32 G01 X54
(退出已加工表面,精加工轮廓结束)
N33 G00 G40 X100 Z80
(取消半径补偿,返回换刀点位置)
N34 M05
(主轴停)
N35 T0404
(换四号螺纹刀,确定其坐标系)
N36 M03 S200
(主轴以200r/min正转)
N37 G00 X30 Z5
(到简单螺纹循环起点位置)
N38G82X19.3Z-20R-3E1C2P120F3(加工两头螺纹,吃刀深0.7)
N39G82X18.9Z-20R-3E1C2P120F3(加工两头螺纹,吃刀深0.4)
N40G82X18.7Z-20R-3E1C2P120F3(加工两头螺纹,吃刀深0.2)
N41G82X18.7Z-20R-3E1C2P120F3(光整加工螺纹)
N42 G76C2R-3E1A60X18.7Z-20
K0.65U0.1V0.1Q0.6P240F3
N43 G00 X100 Z80
(返回程序起点位置)
N44 M30
(主轴停、主程序结束并复位)
