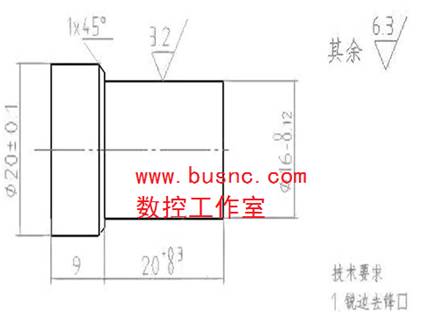
用数控车床加工下图所示零件,编制加工工艺,并编程
设置刀具补偿数据
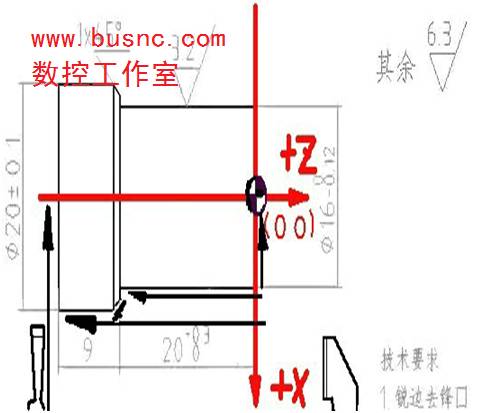
a.为了计算和编程方便,我们通常将工件(程序)原点设定在工件右端面的回转中心上,尽量使编程基准与设计、 装配基准重合。机械坐标系是机床唯一的基准,所以必须 要弄清楚程序坐标原点在机械坐标系中的位置。这通常可以在接下来的对刀过程中完成。
b.对刀是指使“刀位点”与“对刀点”重合的操作。
对刀方法分为:手动试切对刀和对刀仪自动对刀。
c.对刀完成后,如果刀具补偿参数设置错误,自动加工时,就不能保证加工工件的尺寸合格,严重的可能会造成设备事故
d.通过对刀得到的刀具补偿数据只有通过验证合格(如果有少量误差,可以做刀具磨损补偿),方可自动加工。
机床:CK6141
毛坯:Ф25*100
刀具:T1(90・外圆刀)
T2(切断刀―宽度:3)
程序名:AA001
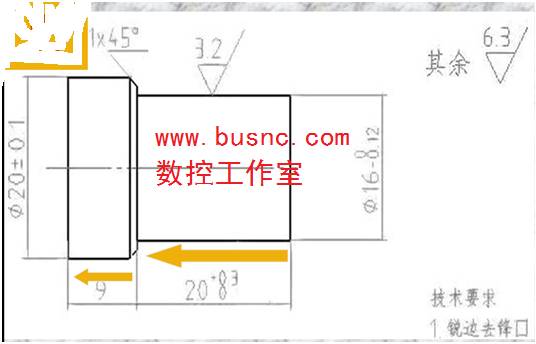
工序:
①
车端面
→
②
粗车Ф 20
→
③
粗车Ф16
→
④
去毛刺
→
⑤精车Ф
16
→
⑥倒角1*45
→ ⑦
精车Ф20
→ 切断
→ ……
T1
M03S200
G00X28Z0
G01X0F0.1
G00X21Z2
G01Z-32F0.2
G00X28Z2
G00X17
G01Z-20
G00X23Z2
G01X15.2Z0
G01X15.94Z-0.4F0.08
G01Z-20
G01X18
G01X20Z-21
G01Z-32
G00X111Z11
T2
G00X28Z-32
G01X1F0.05
X28
G00X111Z11
M05
M2
