一、描述
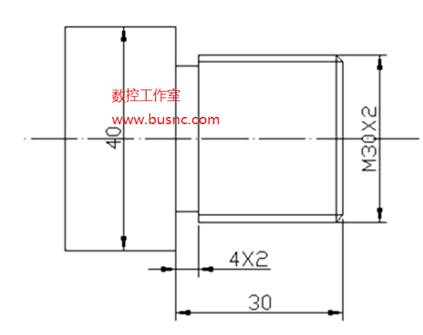
如图,编制该零件的加工程序并在数控车床上加工出零件。
二、准备
(一)、工件与刀具装夹、对刀。
(二)、G92与G32指令及应用,缺陷。
(三)、G76――端面切削单一循环指令
1、格式
G76 Pm r
a QΔdmin Rd
G76 X(U)
Z(W)
Ri Pk QΔd Ff
2、说明
m表示精加工重复次数;
r表示斜向退刀量单位数(0.01~9.9f,以0.1f为一单位,用00~99两位数字指定);
a表示刀尖角度;
Δd
表示第一次粗切深(半径值);
Δdmin表示最小切削深度,当切削深度Δdn小于Δdmin,则取Δdmin作为切削深度;
X表示D点的X坐标值;
U表示由A点至D点的增量坐标值;
Z表示D点Z坐标值;
W表示由C点至D点的增量坐标值;
i表示锥螺纹的半径差;
k表示螺纹高度(X方向半径值);
d表示精加工余量;
f表示螺纹导程。
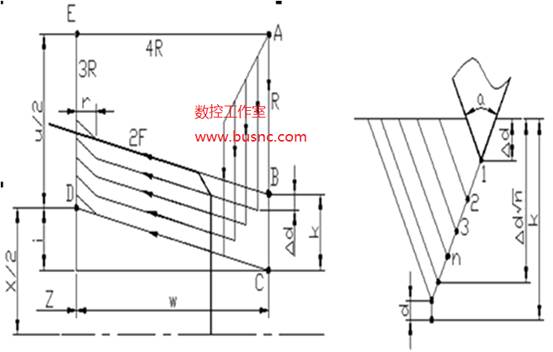
3、功能
G76走刀路线如图
三、
目标
(一)、掌握G76指令并能熟悉应用。
(二)、掌握盘类零件加工。
四、实施
(一)、工艺分析:
一号刀93度外圆车刀(用前面所学的G90切削),二号刀为刀宽为4mm的切槽刀,三号刀为60°的外
螺纹刀。
(二)、加工程序:
O0015;
T0101;
刀具补偿
M03S800;
主轴正转,转速800
G00X42.0Z2.0;
快速定位
G90X40.0Z-50.0F0.2;
单一切削循环
X38.0Z-30.0;
X36.0;
X34.0;
X32.0;
X30.0;
X29.6;
G00X100.0Z100.0;
快速退刀
T0202;
换切槽刀
M03S500;
G00X42.0;
Z-30.0;
G01X26.0F0.1;
切槽
G00X50.0;
Z100.0;
T0303;
换螺纹刀
G00X32.0Z4.0;
G76 P010060 Q100 R0.1
G76 X27.6 Z-28 P1300
Q450 F2
G00X100.0Z100.0;
快速退刀
M05;
主轴停止
M30;
程序结束
%
