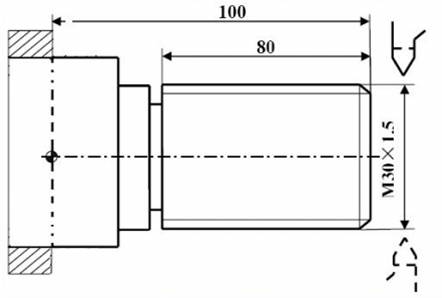
毛坯如下图
FUNAC数控车编程如下:
O1111
N1 G54 G00 X35 Z104
(选定坐标系G55,到循环起点)
N2 M03 S300
(主轴以300r/min
正转)
N3 G92 X29.2 Z18.5 F3(第一次循环切螺纹,切深0.8mm)
N4 X28.6
(第二次循环切螺纹,切深0.4mm)
N5 X28.2(第三次循环切螺纹,切深0.4mm)
N6 X28.04
(第四次循环切螺纹,切深0.16mm)
N7 M30
(主轴停、主程序结束并复位)
华中数控车床编程如下:
%1111
N1 G54 G00 X35 Z104
(选定坐标系G55,到循环起点)
N2 M03 S300
(主轴以300r/min
正转)
N3 G82 X29.2 Z18.5 C2 P180
F3(第一次循环切螺纹,切深0.8mm)
N4 X28.6 Z18.5 C2 P180 F3
(第二次循环切螺纹,切深0.4mm)
N5 X28.2 Z18.5 C2 P180 F3
(第三次循环切螺纹,切深0.4mm)
N6 X28.04 Z18.5 C2 P180 F3
(第四次循环切螺纹,切深0.16mm)
N7 M30
(主轴停、主程序结束并复位)
