本模块学习非圆二次曲线的车削加工方法,通过实例熟练掌握尺寸精度、形状位置公差和表面粗糙度的控制方法和确保方法,理解数控加工宏程序的编制方法。
1、零件图纸
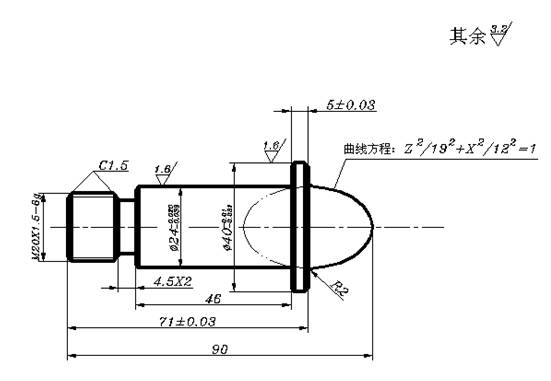
图1
实训图纸一
2、工艺分析
该零件主要的加工内容包括外圆粗、精加工、切槽及螺纹的加工。加工工艺如下:
(1)零件左端加工
左端加工时从M20X1.5一直加工到 外圆。装夹时也应考虑工件长度,应以一夹一顶的装夹方式加工。
外圆。装夹时也应考虑工件长度,应以一夹一顶的装夹方式加工。
(2)零件右端加工
右端加工较简单,只需夹住 外圆,粗精加工椭圆即可。
外圆,粗精加工椭圆即可。
3、刀具选择
(1)选用 的中心钻钻削中心孔。
的中心钻钻削中心孔。
(2)粗、精车外轮廓及平端面时选用93°硬质合金偏刀(刀尖角35°、刀尖圆弧半径0.4mm)。
(3)螺纹退刀槽采用4mm切槽刀加工。
(4)车削螺纹选用60°硬质合金外螺纹车刀。
具体刀具参数见下表
刀具卡
|
序号 |
刀具号 |
刀具类型 |
刀具半径 |
数量 |
加工表面 |
备注 |
|
1 |
T0101 |
93°外圆刀 |
0.4mm |
1 |
从右至左外轮廓 |
刀尖35° |
|
2 |
T0202 |
外切槽刀 |
4mm槽宽 |
1 |
螺纹退刀槽 |
|
|
3 |
T0303 |
外螺纹刀 |
|
1 |
外螺纹 |
刀尖60° |
4、切削用量选择
(1)
背吃刀量的选择。粗车轮廓时选用ap=2mm,精车轮廓时选用ap=0.5mm;螺纹车削选用ap=0.5。
(2)
主轴转速的选择。主轴转速的选择主要根据工件材料、工件直径的大小及加工的精度要求等都有联系,根据图2-1要求,选择外轮廓粗加工转速800r/min,精车为1500r/min。车螺纹时,主轴转速n=400r/min。切槽时,主轴转速n=400r/min。
(3)
进给速度的选择。根据背吃刀量和主轴转速选择进给速度,分别选择外轮廓粗精车的进给速度为130mm/min和120mm/min;切槽的进给速度为30mm/min。
具体工步顺序、工作内容、各工步所用的刀具及切削用量等详见下表。
切削用量表
|
操作序号 |
工步内容 |
刀具号 |
切削用量 |
|
转速r/min |
进给速度mm/min |
切削深度mm |
|
1 |
加工工件端面 |
T0101 |
800 |
100 |
0.5 |
|
2 |
粗车工件外轮廓(左端) |
T0101 |
800 |
130 |
2 |
|
3 |
精车工件外轮廓(左端) |
T0101 |
1500 |
120 |
0.5 |
|
5 |
车螺纹退刀槽 |
T0202 |
400 |
30 |
4.5x2 |
|
6 |
车削外螺纹M20x1.5 |
T0303 |
400 |
螺距1.5 |
0.3 |
|
7 |
粗车工件外轮廓(右端) |
T0101 |
800 |
130 |
2 |
|
7 |
精车工件外轮廓(右端) |
T0101 |
1500 |
120 |
0.5 |
|
7 |
检验、校核 |
|
|
|
|
5、加工程序
加工程序表
|
数控车床
程序卡 |
零件毛坯 |
 |
编写日期 |
|
|
零件名称 |
椭圆螺纹轴 |
图号 |
1 |
材料 |
45# |
|
车床型号 |
CK6136 |
夹具名称 |
三爪卡盘 |
实训车间 |
数控中心 |
|
程序号 |
00001 |
编程原点:工件左端面与中心轴线交点 |
|
程序段号 |
程序 |
说明 |
|
N10 |
%0001 |
左端粗加工复合循环及精加工程序 |
|
N20 |
M03
S800 M08 |
主轴正转,转速800r/min,冷却液开 |
|
N30 |
T0101 |
刀具选择 |
|
N40 |
G00
X47 Z5 |
快速点定位,工件加工起始点,
|
|
N50 |
G71
U2 R5 P130 Q220 X0.5 Z0.1 F130 |
外径粗车循环 |
|
N60 |
G00
X100 |
退刀 |
|
N70 |
Z10 |
|
N80 |
M05 |
主轴停转 |
|
N90 |
M00
M09 |
程序暂停,冷却液关 |
|
N100 |
M03
S1500 M08 |
主轴正转,转速1500r/min,冷却液开 |
|
N110 |
T0101 |
刀具选择 |
|
N120 |
G00
X47 Z5 |
快速点定位,工件加工起始点 |
|
N130 |
G42
G00 X17 Z3 |
刀具靠近工件起始点,刀补建立 |
|
N140 |
G01
Z0 F120 |
|
N150 |
X20
Z-1.5 |
倒角 |
|
N160 |
Z-20 |
|
|
N170 |
X24
C0.5 |
|
|
N180 |
Z-66 |
|
|
N190 |
X40
C0.5 |
|
|
N200 |
Z-72 |
|
|
N210 |
X45 |
|
|
N220 |
G40
G00 X47 |
加工结束,刀补取消 |
|
N230 |
X100 |
退刀 |
|
N240 |
Z10 |
|
N250 |
M05
M09 |
主轴停转,冷却液关 |
|
N260 |
M30 |
程序结束,返回程序头 |
|
程序号 |
O0002 |
编程原点:工件左端面与中心轴线交点 |
|
程序段号 |
程序 |
说明 |
|
N10 |
%0003 |
螺纹退刀槽加工程序 |
|
N20 |
M03
S400 M08 |
主轴正转,转速400r/min,冷却液开 |
|
N30 |
T0202 |
刀具选择 |
|
N40 |
G00
X25 Z5 |
快速点定位,工件加工起始点 |
|
N50 |
G01
Z-20F200 |
定位 |
|
N60 |
X16
F30 |
切槽 |
|
N70 |
X24 |
退刀 |
|
N80 |
Z-19.5 |
|
|
N90 |
X16 |
切槽 |
|
N100 |
X17 |
|
|
N110 |
X20
Z-18 |
倒角 |
|
N120 |
G00
X100 |
退刀 |
|
N130 |
Z10 |
|
N140 |
M05
M09 |
主轴停转,冷却液关 |
|
N150 |
M30 |
程序结束,返回程序头 |
|
程序号 |
O0003 |
编程原点:工件左端面与中心轴线交点 |
|
程序段号 |
程序 |
说明 |
|
N10 |
%0004 |
外螺纹加工程序 |
|
N20 |
M03
S400 M08 |
主轴正转,转速400r/min,冷却液开 |
|
N30 |
T0303 |
刀具选择 |
|
N40 |
G00
X25 Z5 |
快速点定位,工件加工起始点 |
|
N50 |
G76
C1 A60 K1.1 X18.05 Z-16 U0.3 V0.3 Q0.3 F1.5 |
外螺纹复合循环
|
|
N60 |
G00
X100 |
退刀 |
|
N70 |
Z10 |
|
N80 |
M05
M09 |
主轴停转,冷却液关 |
|
N90 |
M30 |
程序结束,返回程序头 |
|
程序号 |
00004 |
编程原点:工件右端面与中心轴线交点 |
|
程序段号 |
程序 |
说明 |
|
N10 |
%0001 |
右端粗加工复合循环及精加工程序 |
|
N20 |
M03
S800 M08 |
主轴正转,转速800r/min,冷却液开 |
|
N30 |
T0101 |
刀具选择 |
|
N40 |
G00
X47 Z5 |
快速点定位,工件加工起始点,
|
|
N50 |
G71
U2 R5 P130 Q240 X0.5 Z0.1 F130 |
外径粗车循环 |
|
N60 |
G00
X100 |
退刀 |
|
N70 |
Z100 |
|
N80 |
M05 |
主轴停转 |
|
N90 |
M00
M09 |
程序暂停,冷却液关 |
|
N100 |
M03
S1500 M08 |
主轴正转,转速1500r/min,冷却液开 |
|
N110 |
T0101 |
刀具选择 |
|
N120 |
G00
X47 Z5 |
快速点定位,工件加工起始点 |
|
N130 |
G42
G00 X-3 Z3 |
刀具靠近工件起始点,刀补建立 |
|
N140 |
G01
Z0 F120 |
|
N150 |
X0 |
倒角 |
|
N160 |
M98
P2 |
|
|
N170 |
G02
X27.875 Z-19 R2 |
|
|
N180 |
G01
X39 |
|
|
N190 |
X40
Z-19.5 |
|
|
N200 |
X45 |
|
|
N210 |
G40
G00 X47 |
加工结束,刀补取消 |
|
N220 |
X100 |
退刀 |
|
N230 |
Z100 |
|
N240 |
M05
M09 |
主轴停转,冷却液关 |
|
N250 |
M30 |
程序结束,返回程序头 |
|
N260 |
%0002 |
|
|
N270 |
#11=#30 |
|
|
N280 |
#12=#32 |
|
|
N290 |
WHILE#12GE[-17.125] |
|
|
N300 |
#12=#12-0.1 |
|
|
N310 |
#11=SQRT[14144*[#12+19]*[#12+19]/361] |
|
|
N320 |
G01
X[2*[#11]] Z[#12] |
|
|
N330 |
ENDW |
|
|
N340 |
M99 |
|
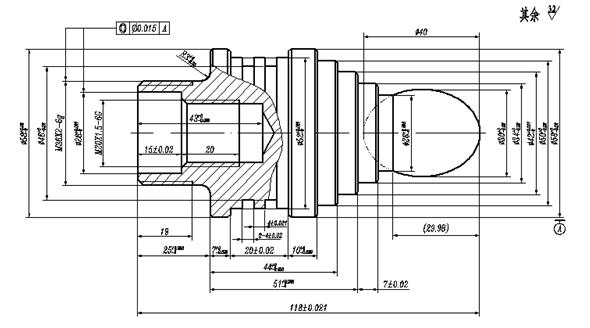
图2
实训图纸二
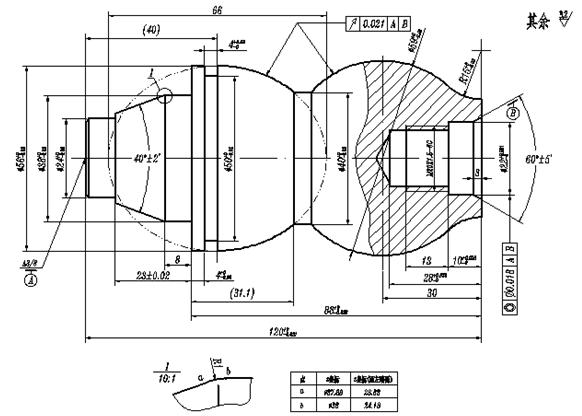
图3
实训图纸三
