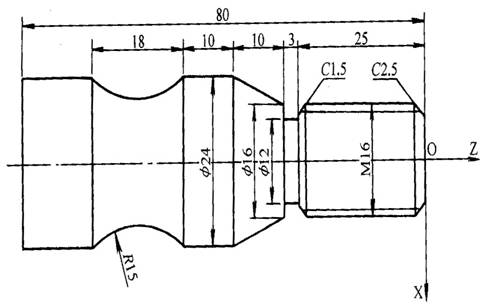
用G71和G82指令编写车削如图所示工件的加工程序。毛坯直径为ф28mm。工件外圆分粗、精车,精车余量在X轴方向为0.4mm(直径值),在Z轴方向为0.1mm。粗车时背吃刀量1mm,退刀量0.7mm。根据普通螺纹标准和加工工艺,M16粗牙普通螺纹的大径尺寸为15.8mm,螺距为2mm,总背吃刀量1.3mm(半径值),用高速钢螺纹车刀低速七次进给车削,背吃刀量(半径值)分别为ap1=0.4mm、ap2=ap3=ap4=0.2mm,ap5=ap6=ap7=0.1mm,进退刀段取1=2mm、2=1mm。1号刀为90°外圆车刀,基准刀;2号刀为车槽刀,主切削刃宽3mm,左刀尖为刀位点;3号刀为60°螺纹车刀;4号刀为切断刀,主切削刃宽3mm,刀头长30mm,左刀尖为刀位点。
O0001
N10 G92 X70 Z30
N20 M06 T0100
N30 M03 S500
N40 G90 G00 X40 Z2
N50 G01 X28 F200
N60 G71 U1 R0.7 P70
Q130 X0.4 Z0.1 F150
N70 G01 X6.8 Z2
N80 X15.8 Z-2.5 F100
N90 X15.8 Z-28
N100 X24 Z-38
N110 Z-48
N120 G02 X24 Z-66 R15
N130 G01 Z-80
N140 G00 X70 Z30
N150 M06 T0202
N160 S200
N170 G00 X30 Z-28
N180 G01 X20 F300
N190 X12 F50
N200 G04 X1
N210 G01 X12.8
N220 X18.8 Z-25
N230 G00 X70 Z30
N240 T0200
N250 M06 T0303
N260 S150
N270 G00 X24 Z2
N280 G82 X15 Z-26 F2
N290 X14.6 Z-26 F2
N300 X14.2 Z-26 F2
N310 X13.8 Z-26 F2
N320 X13.6 Z-26 F2
N330 X13.4 Z-26 F2
N340 X13.2 Z-26 F2
N350 G00 X70 Z30
N360 T0300
N370 M06 T0404
N380 S200
N390 G00 X30 Z83
N400 G01 X-1 F50
N410 G00 X30
N420 G00 X70 Z30
N430 T0400
N440 M05
N450 M02
