指令:G90
格式: G90
X(U)_ Z(W)_ R_ F_
说明: X、Z――终点坐标值
R:循环起点与终点的半径之差
F ――走刀速度
单一固定循环,主要用于圆锥面的循环切削。
注意事项:
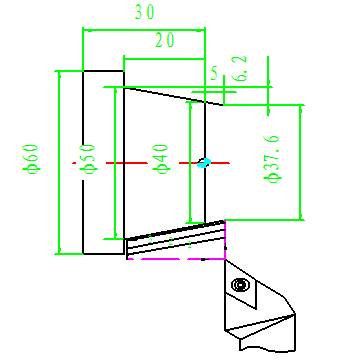
1、如下图所示,刀具从循环起点开始沿径向快速移动,然后按F指定速度沿锥面运动,到锥面另一端后沿径向以进给速度退出,最后快速返回到循环起点。其加工顺序按1、2、3、进行。
2、由于刀具沿径向移动是快速时给,为避免打刀,刀具在Z向应有一定的安全距离。所以考虑I时,应按延伸后的值进行考虑(如图I应是-6.2,而不是-5)。
3、采用编程时,应注意I的符号,确定的方法是:锥面起点坐标大于终点坐标时取正,反之取负。
4、工艺分析:此零件由锥面与台阶外圆组成,加工余量不大,且结构较简单,用一把93°外圆车刀即可完成粗、精加工。由于此章节讲述的是锥面加工方法,其他部分加工程序已省略,只完成了锥面程序。
5、采用FANUC
0i 系统。
加工图1所示的程序如下:
圆锥轮廓程序为:
O132
程序名
N5 G54
G98
用G54指定工件坐标系,指定每分钟进给
N10 M03
S800
主轴正转,转速为800r/min
N15
T0101
选择1号刀具,导入1号刀具刀补
N20 G00 X120
Z50
快速到达起刀点
N25 X62
Z5
快速到达循环起始点(图中刀具位置)
N30 G90 X60 Z-20 I-6.2
F100
循环加工1,以100mm/min进给
N35
X55
循环加工2
N40
X50 循环加工3
N45 G00 X120
Z50
快速返回到起刀点
N50
M05
主轴停转
N55
M30
程序结束
