内容
1、工艺分析。
1)技术要求。
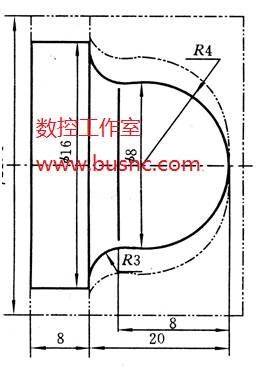
如图所示,通过三次调用子程序进行循环加工,
每次背吃刀深度为0.9mm(半径值)。
2)加工工艺的确定。
①装夹定位的确定:三爪卡盘夹紧定位,工件前端
面距卡爪端面距离40mm。
②刀具加工起点及工艺路线的确定。
③加工刀具的确定:外圆端面车刀.(刀具主偏角930,刀具材质为高速钢)。
④切削用量:主轴转速460r/min,进给速度80mm/min。
3、数学计算。
①假设程序原点,建立工件坐标系(以工件后端面与轴线的交点为程序原点)。
②计算各节点相对位置坐标值。
4、参考程序如下。
%0001
N1 G92 X30 Z30
N2 M03 8400
N3 GOO X23 Z20
N4 M98 P0002 L3
N5 G90 GOO X30 Z30
N6 M30
%0002
N1 G01 U-19.4 F300
N2 G03 U8 W-4 R4 F80
N3 G01 W-5
N4 G02 U6 W-3 R3。
N5 G01 U2
N6 W-8
N7 GOO U2
N8 W20
N9 U-0.4
N10 M99
5、输入零件程序。
6、进行程序校验及加工轨迹仿真,修改程序。
7、进行对刀操作。
8、X轴向负向退出一定距离,单段方式下加工。测量修调o
9、到对刀位,自动加工。
总结
数控机床适合加工形状复杂的零件,对工人的技能要求不高,且不受人为因素的影响;对于批量加工的零件,其一致性好,加工效率高。对于加工余量较大且相对均匀的零件的加工,可采取调用子程序的方法。
