一
、任务描述
如图,编制该零件的加工程序并在数控车床上加工出零件。
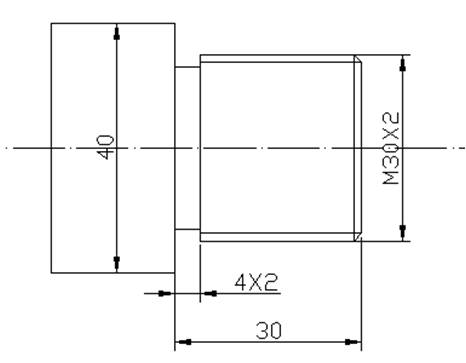
毛坯Φ40×70
二、任务准备
(一)、工件与刀具装夹、对刀。
(二)、G90指令及应用。
(三)、G92――螺纹切削单一固定循环指令。
1、
格式
(1)
直线螺纹切削循环:
G92 X(U)___Z(W)___F___
;
X、Z为螺纹终点的坐标值;
U、W为螺纹终点坐标相对于循环起始点的增量
坐标值;
F为螺纹的螺距值;
(2)
锥形螺纹切削循环:
G92 X(U)___Z(W)___R___F___
;
X、Z为螺纹终点的坐标值;
U、W为螺纹终点坐标相对于循环起始点的增
量坐标值;
F为螺纹的螺距值;
R为圆锥面切削的起点相对于终点的半径差;
2、
功能
G92走刀路线如图
(1)
直线螺纹切削循环路线

(2)
锥形螺纹切削循环路线

三、
任务实施
1、工艺分析:
①一号刀93度外圆车刀(用前面所学的G90切削),二号刀为刀宽为4mm的切槽刀,三号刀为60°的外螺纹刀
②计算螺纹的大径:
d1=d-0.2p=30-0.2×2=29.6
③确定螺纹背吃刀量的分布:
0.9mm、0.6mm、0.6mm、0.4mm、0.1mm
2、加工程序:
O0009;
T0101;
刀具补偿
M03S800;
主轴正转,转速800
G00X42.0Z2.0;
快速定位
G90X40.0Z-50.0F0.2;
单一切削循环
X38.0Z-30.0;
X36.0;
X34.0;
X32.0;
X30.0;
X29.6;
G00X100.0Z100.0;
快速退刀
T0202;
换切槽刀
M03S500;
G00X42.0;
Z-30.0;
G01X26.0F0.1;
切槽
G00X50.0;
Z100.0;
T0303;
换螺纹刀
G00X32.0Z4.0;
G92X29.1Z-28.0;
螺纹单一固定循环加工
X28.5;
X27.9;
X27.5;
X27.4;
X27.4;
G00X100.0Z100.0;
快速退刀
M05;
主轴停止
M30;
程序结束
%
