数控车削加工循环
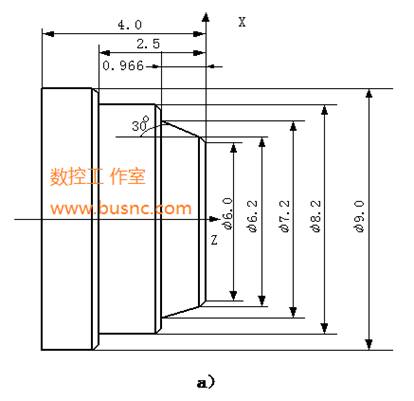
a)零件图
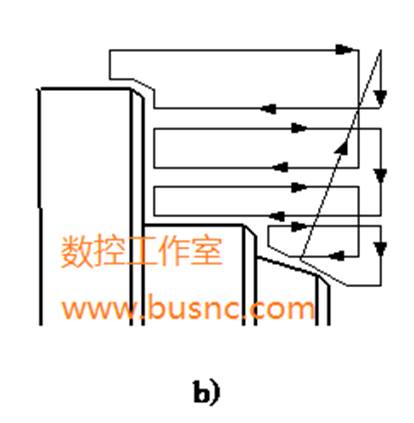
b)车削循环
N100 G90 G00 X9.2 Z0.1
; /*起刀点
N110 G68 X6.0 Z0.1 I0.01
K0.008 P1 500 P2 560 P3 0.125 ; /* G68表示车削循环加工,X、Z为轮廓的起点,I,K为X,Z方向的加工余量;P1为轮廓定义的起始语句,P2为轮廓定义的终止语句,P3为直径方向的最大切削深度
┇
N500 G01 Z0.0 ;
N510 X6.2 Z-0.2;
N520 X7.2 Z-0.996;
N530 G63 X8.2 P1 -45. P2
0.1;
/* G63为倒角加工循环,
P1
为倒角相对于Z轴的角度;
P2为倒角在X方向的宽度
N540 G01 Z-2.5;
N550 G63 X9.0 P1 -45. P2
0.1;
N560 G01 Z-3.0;
