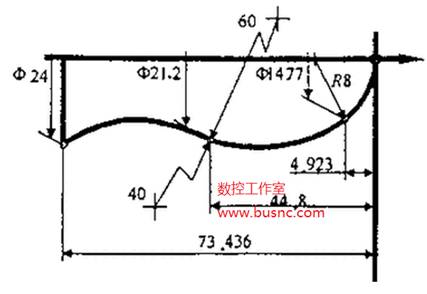
如图所示,技术条件:该工件毛坏为ф26尼龙棒,要求六次循环加工完成,其中后五次的吃刀量为0.8mm(半径值),试编制其加工程序并加工。
1、子程序的概念
(1)、子程序的定义
子程序是与主程序相对而言的
主程序:是一个完整的零件加工程序,或是零件加工
程序的主体部分。
子程序:在编制加工程序中,有时会遇到一组程序段在一个程序中多次出现,或者在几个程序中都要使用它,这个典型的加工程序可以做成固定程序,并单独加以命名,这组程序段称为子程序,子程序不能单做为独立的加工程序用,只能供主程序调用。
(2)、子程序的嵌套
为了进一步简化程序,可以让子程序调用另一个子程序,这一功能称为子程序的嵌套。
FANUC―0i系统中,子程序可以嵌套4级。
2、子程序的格式与调用
(1)、子程序的格式
与主程序在程序及程序内容方面基本相同,但结束标记不同,主程序用M02或M30表示主程序结束,而子程序则用M99表示子程序结束并返回主程序。
(2)、子程序的调用
格式一:M98P××××
L××××
说明:地址P后面的四位数为子程序序号,地址L后
面的数字表示重复调用的次数。子程序序号
及调用次数前的0可以省略,只调用一次,
则地址L及其后数字可以省略。
格式二:M98
P△△△△××××
说明:地址P后面的八位数中,前四位表示调用次数。
前面的0可省略。
3、使用子程序的注意事项
(1)注意主、子程序间模式代码的变换,尤其是G90与G91的变换。
(2)在半径补偿模式的程序不能被分支。
4、工艺分析:
一号刀93度外圆车刀,六次循环加工完成,其中后五次的吃刀量为0.8mm(半径值)。
5、加工程序:
%2001
(主程序程序名)
N1 T0101;(建立坐标系)
N2 G90 G00 X32 Z0 M03 S500;(快速移位)
N3 M98 P60003
;(六次凋用子程序)
N4 G90 G00 X100 Z100;
(
回到安全点)
N5 M05;
(主轴停)
N6 M30
(主程序结束并复位)
%0003
(子程序程序名)
N1 G01 U-24 F0.2
;
N2 G03 U14.77 W-4.923 R8;
N3 U6.43 W-39.877 R60;
N4 G02 U2.8 W-28.636 R40;
N5 G00 U8;
N6 W73.436;
N7 G01 U-9.6;
N8 M99
