G01直线插补指令编程
如下图
所示
安装装仿形工件
请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)
|
坐标点 |
X(直径) |
Z |
|
A |
0 |
0 |
|
B |
30 |
0 |
|
C |
30 |
-48 |
|
D |
64 |
-58 |
|
E |
84 |
-73 |
|
F |
84 |
-150 |
|
|
0 |
-150 |
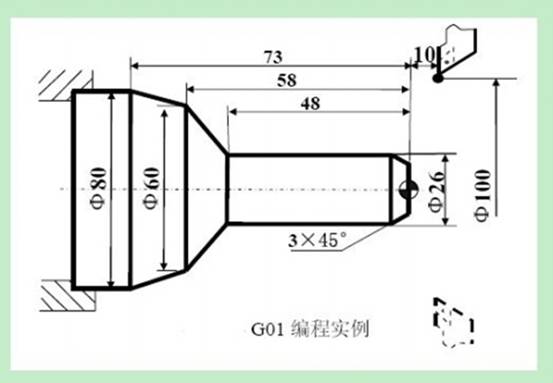
FUNAC数控车编程如下:
O9001
N10 G50
X100 Z10
(设立坐标系,定义对刀点的位置)
N20 G00
X16 Z2 M03
(移到倒角延长线,Z
轴2mm
处)
N30 G01
U10 W-5 G98 F120
(倒3×45°角)
N40
Z-48 (加工Φ26
外圆)
N50 U34
W-10 (切第一段锥)
N60 U20
Z-73 (切第二段锥)
N70 X90
(退刀)
N80 G00
X100 Z10 (回对刀点)
N90 M05
(主轴停)
N100
M30 (主程序结束并复位)
////////////////////////////////////////////////////////////////////////////////////////
华中数控车床编程如下:
%9001
N10 G92
X100 Z10
(设立坐标系,定义对刀点的位置)
N20 G00
X16 Z2 M03
(移到倒角延长线,Z
轴2mm
处)
N30 G01
U10 W-5 F300 (倒3×45°角)
N40
Z-48 (加工Φ26
外圆)
N50 U34
W-10 (切第一段锥)
N60 U20
Z-73 (切第二段锥)
N70 X90
(退刀)
N80 G00
X100 Z10 (回对刀点)
N90 M05
(主轴停)
N100
M30 (主程序结束并复位)
