��ͼ����֪�����ë��ֱ��Ϊ35mm��ë������Ϊ100mm������Ϊ45�֣����Ƹ�����ļӹ����ӹ����������
������
��һ���������뵶��װ�С��Ե���
�����������س��������ָ����ۺ�Ӧ��
����Ŀ��
�����ۺ�����ij�����ƺͼӹ�����
�ġ�ʵʩ
��һ������ͼ
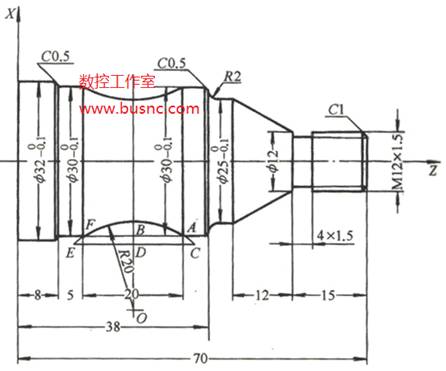
����ͼ��������������״�ͳߴ硣
���м���Ҫ���ܳ������ֱ��������Ҫ��ȡ�
�����������շ���
1��ȷ��װ�з�ʽ
�������ë������Ϊ100mm����ˣ���������һ��װ����ɼӹ�����סë������Ϊ20mm���мӹ���Ȼ����1mm������ϣ��ٵ�ͷ���������ܳ���
�~���������Լ�ͬѧ�Ǽ��������ͬ��������Ҫ����Ϊ������װ�бȽϼ�
2���趨���ԭ��
�������ԭ�㹤����������ģ�����ͼ������λ���ڱ������ϵ��X100��Z150λ�á�
�~�������Ҳ�Ƚϼ��������Ҷ������Ķ����ԡ����Ǿ�������������ġ�
3��ȷ��������������1�����ȷ������
��Ҫ�ӹ�����Ϊ��Բ��R20Բ����M12��1.5
���ƣ�
�����ӹ��������ȼӹ��������Բ��Ȼ��ӹ�R20Բ����
�ٳ������˵��ۣ���ӹ����ƣ�����ϡ�
4��ȷ��������������2��ѡ�ú��ֵ��߲���?ѡ�ü���
����
���ߣ�T0101 ��
90�� ��Բ����
T0202 �� 4
mm��۵�
T0303 ��
60�� ���Ƴ���
5���ƶ�����������������3������ƶ�����������
����������S ��
600r/min��F
�� 0.3mm/r���֣���
F �� 0.1 mm/��������
����������ֵ����
1��R20Բ��
�ڼӹ�R20Բ��ʱ�����߲�Ӧֱ�Ӵ�A��ӹ���F�㣬��Ӧ���Ǵӱ߽�������˵�����ô�C��ӹ���E�㣬������Ҫ����C���E�������ֵ����ͼ����
���ݼ���ѧ֪ʶ���У�
C�����꣺X=30��2DB=31.234mm
��
Z=34mm
E�����꣺X=31.234mm
��
Z=12mm
2�����Ƴߴ�
���Ƴߴ����ΪM12��1.5��������ǰ�ľ��鹫ʽ���У�
���ƴ�Ϊd1��11.8mm������С��Ϊd2��d1��1.3��P��11.8mm��
���ģ������Ƽӹ�����
N010 G50 X100 Z150��
�趨��������ϵ
N020 M03 S600 T0101��
������ת��ת��600r/min��
ѡ��1�ŵ���90��������������Ϊ1
N030 G00 X37 Z72��
���ٶ�λ���ӹ�λ��
N040 G94 X0 Z70.5 F0.2���ӹ����棨�ֳ�����0.5������
N050 G94 X0 Z70��
�ӹ����棨������
N060 G71 U2 R1��
��Բ�ּӹ�ѭ��
N070 G71 P80 Q190 U0.3
W0.1 F0.3��
N080 G00 X5.8��
���ӹ��켣����
N090 G01 X11.8 Z69 F0.1��
N100 Z55��
N110 X12��
N120 X25 W-12��
N130 W-3��
N140 G02 X29 W-2 R2��
N150 G01 X30 W-0.5��
N160 Z8��
N170 X31��
N180 X32 W-0.5��
N190 Z-2��
N200 G70 P80 Q190��
��Բ���ӹ�ѭ��
N210 G00 X50 Z38��
���ٶ�λ���ӹ�λ��
N220 G73 U1.7 W0 R2��
�ּӹ�CEԲ��
N230 G73 P240 Q250 U0.3
W0 F0.3��
N240 G00 X31.234 Z34��
N250 G02 X21.234 Z12 R20
F0.1��
N260 G70 P240 Q250��
���ӹ�CEԲ��
N270 G00 X100 Z150��
�ػ�����
N280 T0202��
ѡ��2�ŵ��������������Ϊ2
N290 G00 X14 Z55�����ٶ�λ���ӹ�λ��
N300 G01 X9 F0.2��
�в�
N310 G00 X14��
�˵�
N320 X100 Z150��
�ػ�����
N330 T0303��ѡ��3�ŵ������Ƶ��������߲�����Ϊ3
N340 G00 X15 Z72��
N350 G92 X11 Z57 F1.5��
���Ƽӹ�
N360 X10.5��
N370 X10.3��
N380 X10.05��
�ӹ�������С��
N390 X10.05��
�
N400 G00 X100 Z150��
�ػ�����
N410 T0202��ѡ��2�ŵ�����������߲�����Ϊ2
N420 G00 X37 Z-5��
N430 G01 X0 F0.2��
�ж�
N440 G00 X100 Z150��
�ػ�����
N450 T0100��
��������
N460 M05
��
����ֹͣ
N470 M30��
����ֹͣ
