G32螺纹切削指令编程
如下图
格式:G32
X(U)__Z(W)__F__
说明:
X、
Z:
为绝对编程时,有效螺纹终点在工件坐标系中的坐标;
U、W:
为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量;
F:
螺纹导程,即主轴每转一圈,刀具相对于工件的进给值;
使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。
安装装仿形工件
请设置安装装仿形工件,各点坐标参考如下(X向余量3mm)
|
坐标点 |
X(直径) |
Z |
圆弧半径 |
圆弧顺逆 |
|
A |
0 |
0 |
|
|
|
B |
30 |
0 |
|
|
|
C |
30 |
-80 |
|
|
|
D |
26 |
-80 |
|
|
|
E |
26 |
-84 |
|
|
|
F |
30 |
-84 |
|
|
|
G |
30 |
-90 |
|
|
|
H |
40 |
-90 |
|
|
|
I |
40 |
-150 |
|
|
|
J |
0 |
-150 |
|
|
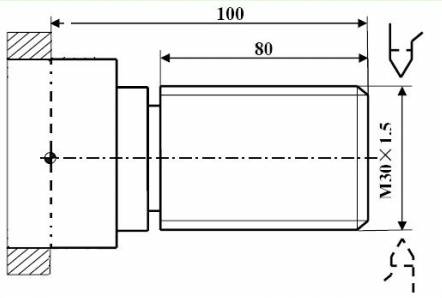
上图,螺纹导程为1.5mm,
δ =1.5mm,
δ ′ =1mm ,每次吃刀量(直径值)分别为
0.8mm、0.6
mm 、0.4mm、0.16mm、
FUNAC数控车编程如下:
O9003
N10 G50
X50 Z120
(设立坐标系,定义对刀点的位置)
N20 M03
S300 (主轴以300r/min旋转)
N30 G00
X29.2 Z101.5(到螺纹起点,升速段1.5mm,吃刀深0.8mm)
N40 G32
Z19 F1.5
(切削螺纹到螺纹切削终点,降速段1mm)
N50 G00
X40 (X轴方向快退)
N60
Z101.5 (Z轴方向快退到螺纹起点处)
N70
X28.6 (X轴方向快进到螺纹起点处,吃刀深0.6mm)
N80 G32
Z19 F1.5
(切削螺纹到螺纹切削终点)
N90 G00
X40 (X轴方向快退)
N100
Z101.5 (Z轴方向快退到螺纹起点处)
N110
X28.2 (X轴方向快进到螺纹起点处,吃刀深0.4mm)
N120 G32
Z19 F1.5
(切削螺纹到螺纹切削终点)
N130 G00
X40 (X轴方向快退)
N140
Z101.5 (Z轴方向快退到螺纹起点处)
N150
U-11.96 (X轴方向快进到螺纹起点处,吃刀深0.16mm)
N160 G32
W-82.5 F1.5
(切削螺纹到螺纹切削终点)
N170 G00
X40 (X轴方向快退)
N180 X50
Z120 (回对刀点)
N190 M05
(主轴停)
N200 M30
(主程序结束并复位)
