етЪЧвЛЦЊПЩВйзїадКмЧПЕФЮФеТЃЌЮФжаЙЄвеЪ§ОнЯшЪЕЃЌДыЪЉЕУЕБЃЌЖдДгЪТжсРрМгЙЄЕФЙЄведБРДЫЕгавЛЖЈЕФВЮПММлжЕЁЃЮФжаЕФЫљСаИїВЮЪ§жаЃЌ1гЂДчЃН25.4mmЃЌЖСепПЩВЮеездааЛЛЫуЁЃ
БЪепдјдкФГКНПеЗЂЖЏЛњСуВПМўжЦдьГЇЕФНАжсЩњВњЯпЩЯзіСЫ3ФъЖрЕФЙЄвеЙЄзїЁЃЭЈЙ§бЇЯАКЭЪЕМЪМгЙЄЙ§ГЬжаЕФУўЫїЃЌЖдНАжсРрСуМўЕФЪ§ПиМгЙЄЛ§РлСЫвЛЕуОбщЁЃЯТУцОЭЬНЬжвЛЯТФГвЛРрЕфаЭЕФНАжсСуМўЕФЪ§ПиМгЙЄЬиЕуЁЃ
СуМўВФСЯЮЊAMS6414ЃЌЯрЕБгк40CrNiMoAЃЌОЕїжЪКѓгВЖШHRC40-45ЁЃжївЊЕФОЋГЕМгЙЄЙЄађЪЧдкЕТЙњBoehringerЙЋЫОНјПкЕФЪ§ПиГЕДВVDF-315ЩЯЭъГЩЕФЁЃЛњДВЕФЪ§ПиЯЕЭГЮЊFANUC-15BЁЃБрГЬШэМўгУЕФЪЧ15.0АцБОЕФUG(Unigraphics)ЃЌБрГЬЪБЯШИљОнЩњГЩЕФЕЖЙьЪфГівЛИіCLSFЕЖЮЛдЮФМўЃЌОКѓжУДІРэЦїКѓжУДІРэЩњГЩЛњДВЪ§ПиЯЕЭГФмЪЖБ№ЕФGДњТыЁЃ
КѓжУДІРэЦїгавЛИіЮЪД№ЪНЕФЩшжУЮФМўЃЌПЩИљОнЛњДВЪ§ПиЯЕЭГЕФРрБ№КЭЛњДВЕФНсЙЙЁЂЙІФмНјааЩшжУЁЃЖдГЬађЕФЪфГіИёЪНЃЌШчЙЬЖЈЕФГЬађЭЗКЭГЬађЮВИёЪНЖМПЩЩшжУЁЃЖдЩњГЩЕФЕЖЙьЃЌUGОпгадкЦСФЛЩЯбнЪОМгЙЄЙьМЃЕФЙІФмЁЃЮЊМьВщЪЧЗёгаИЩЩцВњЩњЃЌЛЙПЩНЋЕЖОпФЃаЭЛГіРДАДМгЙЄЙьМЃНјаабнЪОЁЃЗНЗЈЪЧЯШЛГіЕЖОпФЃаЭЃЌФЃаЭЕФдЕуМДМгЙЄЪБЖЈвхЕФЕЖГЄЦ№ЪМЕуЃЌдкOptionsВЫЕЅФкбЁдёSave
optionsЃЌдйбЁдёPattern
data onlyбЁЯюЃЌНЋЕЖОпФЃаЭДцЮЊФЃПщЁЃвЊбнЪОМгЙЄЙьМЃЪБЃЌгУEdit
displayВЫЕЅжаЕФPatternЃЌдйбЁSpecifyЖЈвхЕЖОпФЃаЭЮФМўЕФТЗОЖМДПЩЁЃЯждкдйбнЪОМгЙЄЙьМЃЕФЪБКђЃЌОЭЛсПДЕНЕЖОпФЃаЭСЫЁЃ
ФкПзМгЙЄЕФЗНЗЈЖдБЃжЄФкПзКЭЭтдВЯрЖдгкСНЖЫжааФПзЕФЬјЖЏгаКмДѓЙиЯЕЁЃвЊЧѓВЛФЧУДИпЕФПЩЗжСНЕРЙЄађДгСНЖЫЗжБ№МгЙЄЁЃвЊЧѓИпЕФгІНЋСНЖЫжааФПзЗХдкЭЌвЛИіЙЄађвЛДЮзАМажаМгЙЄЭъГЩЁЃ
ЪдЧаЕФзїгУЪЧЃЌвђЮЊЛњДВЖдЕЖЯЕЭГЕФОЋЖШВЛЪЧКмИпЃЌЖдЕЖКѓВЛзїЕїећМгЙЄГіРДЕФГпДчгыГЬађРяЕФУћвхГпДчзмДцдкЧЇЗжжЎМИЕНАйЗжжЎМИгЂДчЕФЮѓВюЁЃвђДЫБиаыВЩгУЯШЪдЧаЃЌШЛКѓВтСПГіЮѓВюЃЌдйАбВтСПЕУЕНЕФЮѓВюЪфШыЕНЕЖВЙРяЃЌетбљВХФмБЃжЄзюжеГпДчЕУЕНгааЇПижЦЁЃЪдЧаЪБЕФЫљгаЬѕМўЃЈШчгрСПКЭЧаЯїВЮЪ§ЕШЃЉЖМвЊгызюКѓОЋМгЙЄЪББЃГжвЛжТЃЌвдЯћГ§етаЉвђЫиЕФгАЯьЁЃУПвЛХњЕФЪзМўЖМгІЪдЧаЃЌвдКѓПЩЬјЖСЁЃЖдГпДчЙЋВюНЯаЁЕФЙиМќГпДчЃЌЛЙгІдкзюжеОЋМгЙЄжЎЧАЩшжУЭЫЕЖКЭднЭЃвдВтСПГпДчЃЌАДашвЊЕїећЕЖВЙЁЃЭтдЕЕЖЕФЪдЧаПЩМгЙЄвЛЖЮЭтдВжБОЖКЭвЛИіЖЫУцЃЌвдЗжБ№ЕїећОЖЯђКЭжсЯђЕФЕЖВЙжЕЃЌШчЭМ1ЫљЪОЁЃЪдЧаЕФГЬађР§згШчЯТЃК

ЭМ1
/N300( TOOL=35 DEG O.D LH )
/N310(*********************)
/N320(OFFSET= 5)
/N330(TOOL# 5 TTX 7.9540 TTZ 2.5590 RaD= .0150 PIQ=3 )
/N340(*********************)
/N350 G54 G90 T0
/N360 G01 X23. Z35. F200
/N370 T05005
/N380 M42
/N390 G92 S1120
/N400 G96 S500 M04
/N410 X11.97 Z1.54
/N420 M08
/N430 G01 X7.1
/N440 Z1.119 F60.
/N450 G95 X5.7398 F.005
/N460 G94 Z1.219 F50.
/N470 G00 Z3.936
/N480 G01 X4.185
/N490 G95 Z2.8601 F.005
/N500 G94 X4.3264 Z2.9308 F50.
/N510 G00 X11.97
/N520 M09
/N530 Z36.324
/N540 M00
/N550(**********************)
/N560(MESSURE LENGTH TO FLANGE FACE IS 0.78ЁЈAND
DIA 4.185ЁЈ)
/N570(**********************)
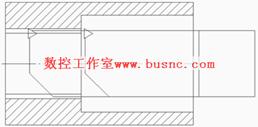
ЖјялЕЖЕФЪдЧавЛАуНіМгЙЄвЛЖЮФкПзЃЌгУРДЕїећОЖЯђЕФЕЖВЙжЕЃЌжсЯђЖдЕЖВЩгУЕФЗНЗЈЮЊялЕЖНјЕНРыЖдЕЖЛљзМУцвЛЙЬЖЈОрРыЃЈШч1гЂДчЃЉДІЃЌдкГЬађжаЩшжУднЭЃЃЌгУПщЙцШЗЖЈЕЖМтЕНЖдЕЖЛљзМУцЕФОрРыЃЌШчЭМ2ЫљЪОЁЃ

ЭМ2
ДжялВЩгУЗжЖЮЗНЪНЃЌУПЕЖгрСППЩВЩгУ0.1гЂДчзѓгвЃЌУПЖЮдкПзЕФОЖЯђЗНЯђЧа12ЕЖзѓгвЃЌГЄЖШЗНЯђялНј3гЂДчзѓгвКѓЃЌялЕЖЭъШЋЭЫГіЃЌЧхРэЬњаМЃЌМьВщЕЖЦЌЁЃЕБШЛЃЌетжЛЪЧвЛИіЕфаЭЕФР§згЃЌЪЕМЪМгЙЄжаЛЙЪмПзЕФДѓаЁЁЂЩюЖШЃЌЛњДВРфШДЧщПіЕШвђЫиЕФгАЯьЁЃ
ОЋялСє
0.02гЂДчгрСПЕНГпДчЁЃОЋялжЎЧАПЩЮоЧаЯїгрСПЕиЙтвЛЕЖФкПзЃЌШЗБЃ0.02гЂДчЕФгрСПзМШЗОљдШЁЃОЋялЗжСНЕЖялЃЌУПЕЖгрСП0.01гЂДчЃЌПЩЭљФкялвЛЕЖЃЌдйЭљЭтРвЛЕЖЁЃгыСНЕЖЖМЭљФкялЯрБШНЯЃЌФкПзжЪСПКУвЛаЉЁЃОПЦфдвђЃЌБЪепШЯЮЊЪЧвђЮЊзюКѓЭљЭтРвЛЕЖЪБШ§НЧаЮЕЖЦЌЕФСэвЛБпШаВЮгыЧаЯїЃЌНЯЮЊЗцРћЫљжСЁЃ

ЭМ3
ФкПзБэУцДжВкЖШвЊЧѓИпЪБЃЌжЇГаЗНЪНВЛЭЌЖдЦфЕФгАЯьвВВЛвЛбљЁЃвЛРрСуМўФкПзДѓЖЫжБОЖДІЕФБэУцДжВкЖШвЊЧѓВЛИпЃЌЮЊRa125ЃЌНідкжсжаВПжсОБДІгУШэзІМаНєОЭФмДяЕНвЊЧѓЁЃСэвЛРрСуМўФкПзДѓЖЫжБОЖДІЕФБэУцДжВкЖШвЊЧѓНЯИпЃЌЮЊRa32ЃЌаыгУзЈгУЕФШэзІдкДѓЖЫЗЈРМКЭжсжаВПжБОЖДІЭЌЪБМаНєЃЌВХФмБЃжЄФкПзБэУцДжВкЖШвЊЧѓЃЌШчЭМ3ЫљЪОЁЃЪЕМЪМгЙЄжаЮДМаГжЗЈРМЪБЃЌВЩгУЯрЭЌЕФЕЖОпКЭЧаЯїВЮЪ§ЃЌФкПзБэУцДжВкЖШжЛДяЕНСЫRa110вдФкЃЌШчЭМ4ЫљЪОЁЃ
ЭМ4
ФкПзгаДѓЬЈНзЃЌЕЖОпЪмЯожЦЪБПЩВЩгУШЋЕЖШаЧаЯїЗЈЃЌШчЭМ5ЫљЪОЁЃЕЋВЩгУНЯаЁЕФНјИјСПЃЌШч0.001ЁЋ0.002гЂДч/rЃЌУПНјЧЇЗжжЎШ§ЃЌЭЫЧЇЗжжЎЖўЁЃвђЭЫЕЖСПКмаЁЃЌИаОѕЕЖОпКУЯёдкСЌајНјЕЖЧаЯїЃЌВЛЙ§БШНЯТ§ЖјвбЁЃдкЪЕМЪМгЙЄжаЃЌдјгаЙ§Ш§НЧаЮЕЖЦЌвЛБпЕЖШаЕФШ§ЗжжЎЖўвдЩЯЖМВЮгшЧаЯїЕФР§згЃЌЮДГіЯжеёЖЏЛђЕЖОпвьГЃФЅЫ№ЕШЧщПіЁЃ
ЭМ5
ВЛЭЌжжРрялЕЖЕФгХШБЕуЁЃVDI-50ЕЏадМаЪНЕЖБњЖдМѕеёгаКмКУЕФаЇЙћЁЃзюГѕЃЌЮвУЧЖЉЙКСЫвЛаЉПЯФЩЕФялИЫЃЌАќРЈМИАбМѕеёялИЫЃЌгУЦеЭЈЕФVDI-50ЕЖБњМДТнЫЈбЙНєЗНЪНЕФЕЖБњзАМаЃЌЪЙгУаЇЙћКмВЛКУЃЌеёЖЏДѓЃЌБРЕЖЦЌЁЃЯыСЫИїжжАьЗЈЕїећЖМНтОіВЛСЫеёЖЏЕФЮЪЬтЃЌжЛКУАбетаЉялИЫЖМЯажУЦ№РДЃЌЖјСэЭтевялИЫРДЬцДњЁЃКѓРДЃЌЮвУЧСЫНтЕНЙњЭтЙЄвежаВЩгУЕФЪЧЕЏадМаЪНЕЖБњЃЈSplit
sleeveЃЉЃЌОЭГЂЪдзХЖЉЙКСЫСНИіЪдгУЃЌНсЙћаЇЙћКмКУЃЌеёЕЖЯжЯѓЭъШЋЯћГ§СЫЁЃвђЮЊТђЕФБШНЯЙѓЃЌЮвУЧгжЭЈЙ§ЙЄзАВПУХздМКЗТжЦСЫМИИіВЛЭЌФкОЖЕФЕЏадМаЪНЕЖБњЃЌвВКмКУгУЃЌЖјЧвАбвдЧАЯажУЕФялИЫЖМРћгУЦ№РДСЫЁЃ
ПзЕФГЄОЖБШДѓЃЌЧвгаНЯДѓЬЈНзЪБЃЌВЩгУзщКЯЕФЦЋаФЪНялЭЗаЇЙћКмКУЁЃМѕеёялИЫЧАЖЫгУТнЫЈКЭбрЮВВлгыЧАУцЕФПЩЦЋаФЕїНкЕФялЭЗСЌНгЁЃетжжбЁдёЕФНсЙЙЧПЖШКУЃЌМгЙЄЕФФкПзБэУцжЪСПИпЃЌГпДчОЋШЗЁЃЪЕМЪМгЙЄжаВЩгУ0.003гЂДч/rЃЌ800r/minЃЌгрСПЮЊ0.005гЂДчЪБЃЌМгЙЄФкПзЕФБэУцДжВкЖШПЩДяRa26ЃЌЧвФмЧсЫЩБЃжЄЁР0.001гЂДчЕФГпДчЙЋВюЁЃжЛВЛЙ§ВЛЭЌСуМўФкПзаЮзДгаВювьЪБЃЌПЩФмашвЊЛЛзАВЛЭЌЕФялЭЗвдБмУтИЩЩцЁЃШчЙћбЁдёВЩгУжБОЖаЁвЛаЉЕФялИЫЕФЛАЃЌЫфШЛЭЌбљФмБмУтИЩЩцЃЌЧвЪЪгУЗЖЮЇЙувЛаЉЃЌЕЋЙ§ДѓЕФГЄОЖБШНЋЪЙялЕЖЕФЮШЖЈадВЛвзБЃжЄЃЌеёЖЏКмФбЯћГ§ЃЌЖјЧвгЩгкялЕЖЧПЖШЕФНЕЕЭЃЌШУЕЖЯжЯѓНЋНЯУїЯдЃЌялПзГпДчВЛвзПижЦЁЃ
