1、
图纸
加工图1所示阶梯孔类零件,材料为铝合金,材料规格为Ф50×30mm,其中毛坯轴向余量为5mm,要求按图纸要求加工完成该零件。
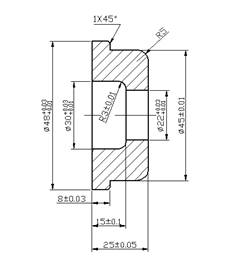
图1
阶梯孔类零件
2、
工艺分析
该零件表面由内外圆柱面、圆弧等表面组成,工件在加工的过程中要进行两次装夹才能够完成加工,同时根据在加工孔类零件时一般按照先进行内腔加工工序,后进行外形的加工工序的原则应该首先进行孔的加工然后进行其他面的加工。
3、操作步骤及加工程序
1)工件装夹,内孔加工时以外圆定位,用三爪自定心卡盘夹紧。
2)对刀,内孔镗刀的对刀:内孔刀对刀之前内孔已经钻完成,调用所需刀具,首先对Z轴,刀具刀尖接近工件外端面,试切削工件外端面,然后在工件补正界面内输入Z0测量,Z轴对刀完成,X轴对刀,沿Z轴切削工件内孔表面,沿Z轴切削深度控制在10mm左右,刀具沿Z向退刀,主轴停转,测量工件内孔直径,在工件补正界面内输入X测量值即可完成X轴对刀。
数控加工工序卡
|
工步 |
工步内容 |
刀具 |
切削用量 |
|
背吃刀量(mm) |
主轴转速
(r/min) |
进给速度(mm/r) |
|
1 |
粗车工件端面 |
T11(90°外圆车刀) |
|
<400 |
0.3 |
|
2 |
钻孔 |
中心钻 |
|
<400 |
|
|
3 |
钻底孔 |
Ф15麻花钻 |
|
<400 |
|
|
4 |
扩孔 |
Ф20麻花钻 |
|
<400 |
|
|
5 |
粗加工Ф45外圆、R5圆弧 |
T11(90°外圆车刀 |
2 |
<500 |
0.3 |
|
6 |
精加工工件端面Ф45外圆、R5圆弧 |
T22(90°外圆车刀) |
0.3 |
<1000 |
0.1 |
|
7 |
调头装夹工件找正 |
|
|
|
|
|
8 |
车削工件端面,保证工件总长 |
T11(90°外圆车刀) |
|
<400 |
0.3 |
|
9 |
粗加工阶梯孔、R3圆弧 |
通孔镗刀T33 |
1 |
<500 |
0.2 |
|
10 |
精加工阶梯孔、R3圆弧 |
通孔镗刀T44 |
0.2 |
<800 |
0.05 |
|
11 |
粗加工Ф48外圆 |
T11(90°外圆车刀) |
2 |
<500 |
0.3 |
|
12 |
精加工Ф48外圆 |
T22(90°外圆车刀) |
0.3 |
<1000 |
0.1 |
3)编写程序
1、应用G71内外径粗车复合循环指令进行编程:
O0013;
G90;
(绝对坐标编程)
G95;
(转化为每转进给)
M03S400;
(主轴正转400r/min)
T0101;
(调用一号刀具90°外圆车刀粗加工用)
G00X52;
Z2;
(刀具定位)
G71U1R1X0.5Z0.1P10Q11F0.3;
(外圆粗车复合循环指令,单边切深为2mm,退刀量为1mm,轴向留量为0.5mm,径向留量为0.1mm)
M00;
(程序停止)
M05;
(主轴停转)
T0202;
(调用二号刀具90°外圆车刀精加工用)
G95;
(转化为每转进给)
G00X50;
Z2;
(刀具定位)
P10G00X35;
(刀具快速进给至精加工位置,精加工开始行)
G01G42Z0F0.1;
(刀具精进给至Z0位置进给量为0.1mm/r)
G03X45Z-5R5F0.1;
(精加工R5圆弧)
G01Z-17;
(精加工Ф45尺寸)
G00G40X50;
(取消刀补)
Z100;
(刀具退刀至安全位置)
M05;
(主轴停转)
G95;
(转化为每转进给)
M03S400;
(主轴正转400r/min)
T0303;
(调用三号刀具通孔镗刀粗加工内孔用)
G00X18;
Z2;
(刀具定位)
G71U1R1X-0.5Z0.1P12Q13F0.3;
(内孔粗车复合循环指令,单边切深为2mm,退刀量为1mm,轴向留量为0.5mm,径向留量为0.1mm)
M00;
(程序停止)
M05;
(主轴停转)
M03S800;
(主轴正转800r/min)
T0404;
(调用四号刀具通孔镗刀精加工内孔用)
G95;
(转化为每转进给)
G00X18;
Z2;
(刀具定位)
N12G00X30;
(刀具快速进给至加工位置)
G01G41Z-12F0.1;
(精加工Ф30建立刀补进给量为0.1mm/r)
G03X24Z-15R3;
(精加工R3圆弧)
G01X22;
N13Z-27;
(精加工Ф22内孔进给量为0.1mm/r)
G00G40X18;
(取消刀补)
Z100;
(刀具退刀至安全位置)
M05;
(主轴停转)
G95;
(转化为每转进给)
M03S400;
(主轴正转400r/min)
T0101;
(调用一号刀具90°外圆车刀粗加工外圆用)
G00X52;
Z2;
(刀具定位)
G71U1R1X0.5Z0.1P14Q15F0.3;
(外圆粗车复合循环指令,单边切深为2mm,退刀量为1mm,轴向留量为0.5mm,径向留量为0.1mm)
M00;
(程序停止)
M05;
(主轴停转)
M03S800;
(主轴正转800r/min)
G95;
(转化为每转进给)
T0202;
(调用二号刀具90°外圆车刀精加工外圆用)
G00X52;
Z2;
(刀具定位)
P14G00X48;
(刀具快速进给至加工位置)
P15G01G42Z-10F0.1;
(精加工Ф48外圆进给量为0.1mm/r)
G00G40X55;
(取消刀补)
Z100;
(刀具退刀至安全位置)
M05;
(主轴停转)
M30;
(程序结束返回至程序头)
4)试运行
5)切削加工
