��ͼ1��ʾ������������Ϊ45�֣����������������ֱ�ߡ�Բ�������ơ�����ij���س����Ͻ��о��ӹ������ƾ��ӹ�����
��
��
��
��
��
��
��
��
��
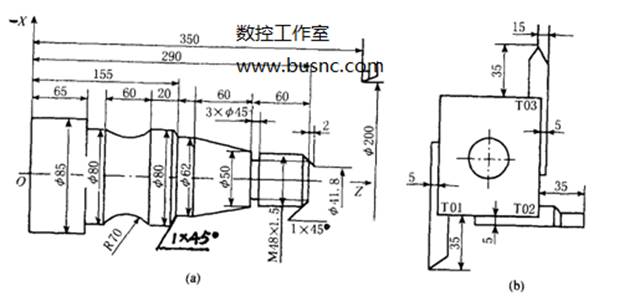
ͼ1
�������ʾ��
1������ͼ��Ҫ��ȷ�����շ������ߵ�·��
��������εļӹ�ԭ��ȷ�����ߵ�·�ߡ��������������������������Ϊ��������ӹ�������·��Ϊ���ȵ��ǣ�1��45�㣩���������Ƶ�ʵ��·����47.8�������Ȳ��֡�������62�����ǣ�1��45�㣩��������80������Բ�����֡�������80�����вۣ���������ơ�
2��ѡ�õ��߲��������߲���ͼ
���ݼӹ�Ҫ����ѡ�����ѵ��ߡ�1�ŵ�Ϊ��Բ������2�ŵ�Ϊ3�L���в۵���3�ŵ�Ϊ���Ƴ��������߲���ͼ��ͼ1��b�����Ե�ʱ���öԵ��ǣ���1��Ϊ����3�ŵ����������1�ŵ�������Z��ƫ��15�L����3�ŵ��ij�����в������䲹��ֵͨ����������ֹ����룬�Ա��ֵ���λ�õ�һ�¡�
3����������ϵȷ��
�ɹ���ͼ���ߴ�ֲ����ȷ����������ϵԭ��Oȡ�ڹ����ڶ��棨��ͼʾ�����������������Ϊ��200��350��
4��ȷ����������
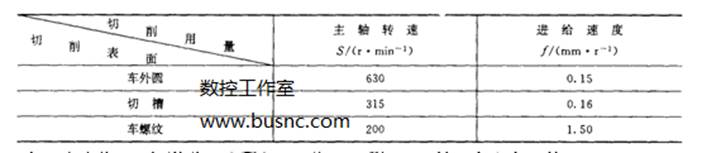
��������Ӧ���ݹ������ϡ�Ӳ�ȡ����߲��ϼ��������������ۺϿ��ǣ�һ���ɾ���ȷ����������������������������1��ʾ
��1
����������
5��
���ƾ��ӹ����
��ϵͳ���Բ��þ���ֵ������ֵ��ϱ�̣�����ֵ��X��Z��ַ������ֵ��U��W��ַ������С�����̡�
O0020
N01 G50 X200.0 Z350.0������������ϵ�趨��
N02 S630 T0101 M03������1�ŵ���������ת��
N03 G00 X41.8 Z292.0 M08��
N04 G01 X47.8 Z289.0 F0.15������1��45��ǣ�
N05 W-59.0��������47.8�L��Բ��
N06 X50.0�����˵���
N07 X62.0 W-60.0���������Ȳ��֣�
N08 Z155.0��������62mm��Բ��
N09 X78.0�����˵���
N10 X80.0 W-1.0�������ǣ�
N11 W-19.0��������80mm��Բ��
N12 G02 U0.0 W-60.0 I63.25
K-30.0��������Բ����
N13 G01 Z65.0��������80mm��Բ��
N14 X90.0 M09��
N15 G00 X200.0 Z350.0 M05
T0100�����˵���
N16 X51.0 Z230.0 S315 T0202
M03������2�ŵ������������в���㣩
N17 G01 X45.0 F0.16 M08�����вۣ�
N18 G04 X5.0������ʱ��
N19 G00 X51.0 M09�����˵���
N20 X200.0 Z350.0 M05 T0200�����˵���
N21 G00 X52.0 Z296.0 S200
T0303 M03������3�ŵ�������������������㣩
N22 G92 X47.2 Z231.5 F1.5 M08����������ѭ����ѭ��4�Σ�
N23 X46.6��
N24 X46.2��
N25 X45.8��
N26 G00 X200.0 Z350.0 T0300����������㣩
N27 M30��������ֹͣ�����أ�
