一、任务描述
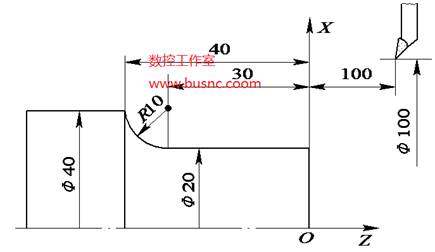
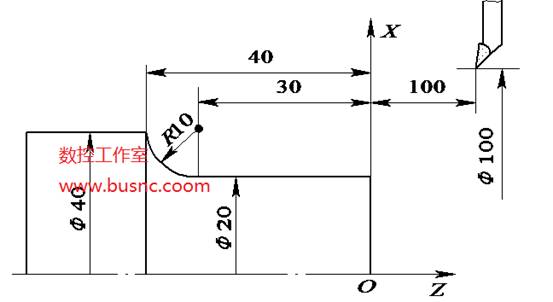
如图,编制该零件的精加工程序并在仿真软件上加工出零件。
二、任务准备
(一)、加工准备及对刀。
(二)、G00、G01指令及应用。
(三)、G02/G03——顺时针/逆时针圆弧插补
1、指令格式
格式1:G02/G03
X(U)__Z(W)__R__F__
格式2:G02/G03
X(U)__Z(W)__I__K__F__
2、指令说明:
X、Z
– 绝对坐标编程时,圆弧终点的绝对坐标。
U、W
–增量坐标编程时,圆弧终点相对于圆弧起点的增量坐标。
I、K
– 无论绝对坐标编程还是增量坐标编程,都是指圆心相对
于起点的坐标增量。
R –
圆弧半径。
3、顺圆、逆圆的判定方法
沿与加工圆弧所在的平面相垂直的第三轴的负方向看,从起点到终点是顺时针则为顺圆(G02),反之为逆圆(G03)。
顺时针圆弧插补
逆时针圆弧插补
三、任务实施
编制图一零件的精加工程序并在仿真软件上加工出该零件。
O0002
N10 T0101 G99;
N20 M03 S500;
N30 G00 X42 Z2;
N40 G00 X20;
N50 G01 Z-30 F0.2;
N60 G02 X40 Z-40 R10
N70 G00 X100
N80 Z100
N90 M30
如用格式二,则“N60
G02 X40 Z-40 R10”改为“N60
G02 X40 Z-40 I10”
