N010 T0101 ;刀具补偿
N020 M3 S800
N030 G0 X45 Z2
N040 G71 U2 R1 ;调用粗车削循环格式
N050 G71 P060
Q130 U0.25 W0.1 F0.25 ;呼叫程式N号码
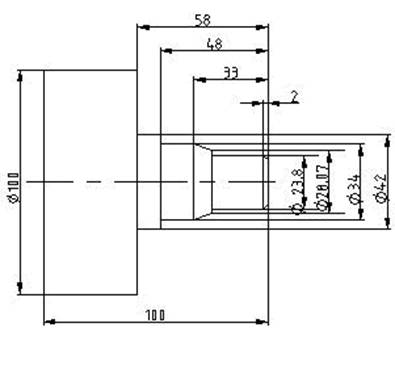
N060 G0 X15.8
N070 G1 X23.8 Z-2
N080 Z-25
N090 X28
N100 X34 Z-33
N110 Z-48
N120 X42
N130 Z-58
N140 G0 X100 Z100
N150 X45 Z3
N160 G70 P060
Q130 ;调用精加工循环
N170 G0 X100 Z100
N180 T0200 ;退刀
N190 M05
N200 M30
