图1为一典型车削零件图。编制该零件精加工程序,图中Ф85不加工。选用具有直线、圆弧插补功能的数控车床加工该零件。刀具布置图见图2所示。
(1)分析零件图纸,确定工艺方案及工艺路线。按先主后次、先粗后精的加工原则,确定加工路线为:
①先选用1号刀,倒角→车螺纹的实际外圆Ф47.8(Ф47.8是M48×1.5螺纹的实际外径)→车端面到Ф50→车削锥面→车削外圆Ф62→倒角→车削Ф80→车削R70圆弧部分→车削Ф80→车削Ф85的端面→1号刀退回到换刀点。
②选用2号切槽刀切槽,刀具快速移到(51,230)位置,慢速切槽,到达尺寸后,刀具停留几转,快速退出,再快速返回换刀点。
③换用3号切螺纹刀,切螺纹。
(2)刀具选择
根据加工要求,选用三把刀具。1号刀车外圆、端面;2号刀切槽,刀刃宽3mm,与工件槽同宽;3号刀车螺纹,刀尖60°角,与螺纹牙形相同。刀具布置图见图2所示。采用对刀仪对刀,螺纹车刀刀尖相对于1号刀刀尖在Z向偏差10mm,用刀具位置补偿来解决。刀具补偿号D01存储T1号刀具的补偿值,D02、D03存储T1、T2号刀具的补偿值,补偿值由MDI手动数据输入,G40为取消刀补。编程时应正确地选择换刀点,以换刀方便,又不与工件、机床、夹具碰撞为原则。本例中,换刀点选为刀具初始点A。
(3)确定切削用量
车外圆时,主轴转速确定为S=630r/min,切削进给速度选择为F=15mm/min;切槽时,主轴转速定为S=315r/min,进给速度选择为F=10mm/min;车削螺纹时,主轴转速定为S=220r/min,进给速度选为每转进给量F=1.5mm/r,即每转一个螺纹导程。
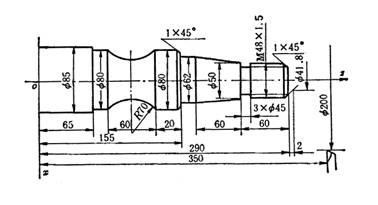
图1
车削例零件图

图2
刀具布置图
(4)编写程序单
确定工件坐标系(即绝对坐标系)XOZ,O点为原点,A作为换刀点,也是刀具起始点。该零件的加工程序单如下:
N001 G92 X200.0 Z350.0
LF
坐标设定
N002 G00 G41 X41.8 Z292.0
S630.0 M03 D01 M08 LF
建立1号刀左补偿
N003 G01 X47.8 Z289.0 F15
LF 倒角
N004 U0 W-59.0
LF
车Ф47.8
N005 X50.0 WO
LF
端面
N006 X62.0 W-60.0
LF
锥度
N007 U0 Z155.0
LF
车Ф62.0
N008 X78.0 W0
LF
端面
N009 X80.0 W-1.0
LF
倒角
N010 U0 W-19.0
LF
车Ф80.0
N011 G02 U0 W-60.0 I63.25
K-30.0 LF
圆弧
N012 G01 U0 Z65.0 LF
车Ф80.0
N013 X90.0 W0
LF
端面
N014 G00 G40 X200.0
Z350.0 M05 M09 LF
回换刀点,取消刀补
N015 G43 X51.0 Z230.0
S315.0 M03 D02 M08 LF
建立2号刀长度补偿
N016 G01 X45.0 W0 F10.0
LF 切槽
N017 G04 U0.5
LF
暂停0.5秒
N018 G00 X51.0 W0
LF
退刀
N019 G40 X200.0 Z350.0
M05 T20 M09 LF
回换刀点,取消刀补
N020 G43 X52.0 Z296.0
S220.0 M03 D03 M08 LF 螺纹预备,建立3号刀刀补
N021 G78 X47.2 Z231.5
F1.5 LF
螺纹循环
N022 I-0.6 K0
LF
推进0.3
N023 I-0.5 K0
LF
推进0.25
N024 I-0.3 K0
LF 推进0.15
N025 G00 G40 X200.0
Z350.0 T30 M02 LF
退回换刀点,取消刀补
