一、任务描述
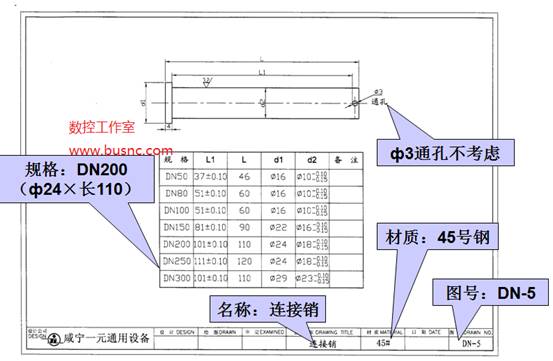
加工如下图所示零件连接销。
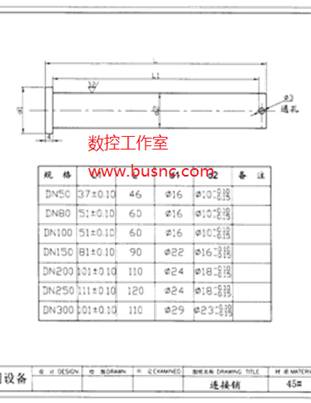
图
纸
分
析
二、任务准备
(一)、数控车床的面板操作
(二)、加工准备及对刀
(三)、程序的结构
加工程序举例:
O1000 程序名
N10 T0101 M03 S600
;
程序主体
N20 G00 X50 Z50
;
N30 G01 X36 F100
;
……
N300
M30
程序结束
由上可见程序由字母和数字构成。
1、字
在数控加工程序中,字是由一个英文字母与随后的若干位十进制数字组成,这个英文字母称为地址符,它是程序的核心。
如:“X2500”是一个字段,X为地址符,数字“2500”为地址中的内容。
2、字的功能
组成程序段的每一个字段都有其特定的功能含义,以下是以FANUC-0IM数控系统的规范为主来介绍的,实际工作中,请遵照机床数控系统说明书来使用各个功能字。
(1)顺序号字N
顺序号又称程序段号或程序段序号。顺序号位于程序段之首,由顺序号字N和后续数字组成。
(2)准备功能字G
准备功能字的地址符是G,又称为G功能或G指令,是用于建立机床或控制系统工作方式的一种指令。
(3)尺寸字
尺寸字用于确定机床上刀具运动终点的坐标位置。
其中,第一组 X,Y,
Z,U,V,W,P,Q,R
用于确定终点的直线坐标尺寸;第二组
A,B,C,D,E
用于确定终点的角度坐标尺寸;第三组
I,J,K
用于确定圆弧轮廓的圆心坐标尺寸。在一些数控系统中,还可以用P指令暂停时间、用R指令圆弧的半径等。
(4)进给功能字F
进给功能字的地址符是F,又称为F功能或F指令,用于指定切削的进给速度。对于车床,F可分为每分钟进给和主轴每转进给两种,对于其它数控机床,一般只用每分钟进给。F指令在螺纹切削程序段中常用来指令螺纹的导程。
(5)主轴转速功能字S
主轴转速功能字的地址符是S,又称为S功能或S指令,用于指定主轴转速。单位为r/min。对于具有恒线速度功能的数控车床,程序中的S指令用来指定车削加工的线速度值。
(6)刀具功能字T
刀具功能字的地址符是T,又称为T功能或T指令,用于指定加工时所用刀具的编号。对于数控车床,其后的数字还兼作指定刀具长度补偿和刀尖半
径补偿用。
(7)辅助功能字M
辅助功能字的地址符是M,后续数字一般为2位整数,又称为M功能或M指令,主要用于控制零件程序的走向,以及数控机床辅助装置的开关动作。
M功能有非模态M功能和模态M功能二种形式:
非模态M功能(当段有效代码):只在书写了该
代码的程序段中有效;
模态M功能(续效代码):一组可相互注销的
M
功
能,这些功能在被同一组的另一个功能注销前一直有效。
模态 M功能组中包含一个缺省功能,系统上电时将被初始化为该功能。
M
功能还可分为前作用 M
功能和后作用
M 功能二类。
前作用 M
功能:在程序段编制的轴运动之前执行;
后作用 M
功能:在程序段编制的轴运动之后执行。
M00、M02、M30、M98、M99
用于控制零件程序的走向,是CNC
内定的辅助功能,不由机床制造商设计决定,也就是说,与PLC
程序无关;
其余M代码用于机床各种辅助功能的开关动作,其功能不由CNC
内定,而是由PLC
程序指定,所以有可能因机床制造厂不同而有差异(表内为标准PLC
指定的功能),使用时须参考机床使用说明书。
辅助功能字M含义表如下:

3、程序段结构
N ― G ― X ―Y ― Z ―
F ― S ― T ― M ―
程序号
坐标值
进给速度
主轴速度
刀具
辅助功能
4、程序的结构
由程序名+程序主体+程序结束字
5、G00――快速定位指令
(1)格式:G00
X(U)_
Z(W)_
(2)说明:
X、Z:为绝对编程时,快速定位终点在工件坐标系中的坐标;
U、W:为增量编程时,快速定位终点相对于起点的位移量;
G00
指令刀具相对于工件以各轴预先设定的速度,从当前位置快速移动到程序段指令的定位目标点。
G00
指令中的快移速度由机床参数“快移进给速度”对各轴分别设定,不能用F
规定。
G00一般用于加工前快速定位或加工后快速退刀。快移速度可由面板上的快速修调按钮修正。G00为模态功能,可由G01、G02、G03
或G32
功能注销。
注意:
在执行G00
指令时,由于各轴以各自速度移动,不能保证各轴同时到达终点,因而联动直线轴的合成轨迹不一定是直线。
操作者必须格外小心,以免刀具与工件发生碰撞。常见的做法是,将X轴移动到安全位置,再放心地执行G00
指令。
6、G01――直线插补指令
(1)格式:
G01 X(U)_
Z(W)
_ F_ ;
(2)说明:
X、Z:为绝对编程时终点在工件坐标系中的坐标;
U、W:为增量编程时终点相对于起点的位移量;
F_:合成进给速度。
G01指令刀具以联动的方式,按F规定的合成进给速度,从当前位置按线性路线(联动直线轴的合成轨迹为直线)移动到程序段指令的终点。
G01是模态代码,可由G00、G02、G03
或G32
注销。
三、任务目标
(一)、了解并掌握程序结构及M、F、S、T指令。
(二)、掌握G00和G01指令并能熟悉应用。
(三)、掌握外圆与端面的车削。
四、任务实施(仿真、实训加工)
应用G00/G01编制上图零件加工程序。
O0001
N10 T0101
;
(选1号90度偏刀)
N15 M03 S500
;
(主轴以500r/min正转)
N20 G00 X50. Z100.
;
(换刀点)
N30 G00 X26.
Z2. (加工刀具起始点)
N40 G01 X24.5 F0.2
;
N50 Z-110.
;
(精加工ø24.5的外圆)
N60 G00 X26.
;
(退刀)
N70 G00 Z2.;
N80 G01 X24. F0.2
;
N90 Z-110.
;
(加工ø24外圆)
N100 G00 X50.
;
N105 Z100.
;
(退到对刀点)
N110 M05
;
(主轴停)
N120
M30 (主程序停止并复位)
