ШчЯТЭМЫљЪОЃКЃЈвдЙЄМўгвЖЫЮЊЙЄМўзјБъдЕуЃЉ
ЦфТнЮЦМгЙЄГЬађФкШнЃК
OЃБЃВЃГЃД
ЁЁЁЁЁЁГЬађУћ
G92 X120 Z5
ЁЁЁЁНЈСЂЙЄМўзјБъЯЕЃЌЦ№ЕЖЕу
M03 S400 T0101ЁЁЁЁЁЁжїжсе§зЊЃЌЃДЃАЃАr/min
G00 X32
ЁЁЁЁПьЫйЖЈЮЛЕНЃЈЃГЃВЃЌЃЕЃЉДІ
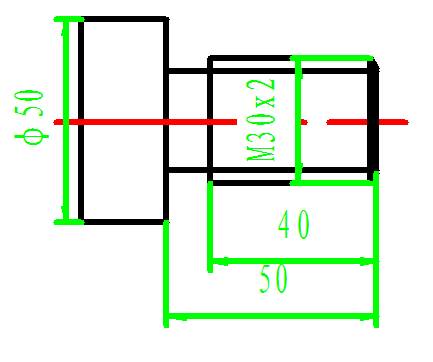
G32 X29 Z-45 F2.0ЁЁТнЮЦМгЙЄ
G01 X32 F200
жБЯпЭЫЕЖ
G00 Z5
ПьЫйЭЫЕЖ
G32 X28 Z-45 F2.0ЁЁ
ТнЮЦМгЙЄ
G01 X32 F200ЁЁЁЁЁЁЁЁжБЯпЭЫЕЖ
G00 Z5
ЭЫЕЖ
G32 X27.4 Z-45 F2.0ЁЁТнЮЦМгЙЄ
G01 X32 F200ЁЁЁЁЁЁЁЁжБЯпЭЫЕЖ
G00 X120 Z5
ЭЫЕЖЃЌЗЕЛиЦ№ЪМЕу
M05
жїжсЭЃзЊ
M30
ЙтБъЗЕЛиГЬађЪз
ЫЕУїЃКZ5КЭZ-45ЮЊТнЮЦЕФЩ§ЫйНјЕЖЖЮКЭЭЫЕЖНЕЫйЖЮЃЈОбщжЕЃЉ
