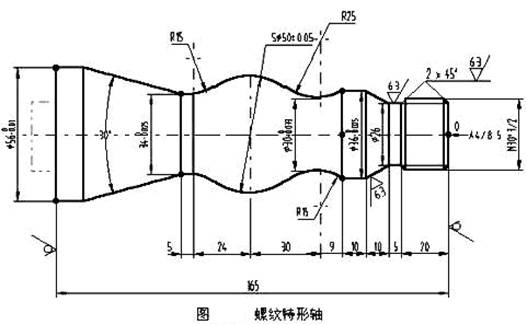
��ͼ1��ʾ���������ᣬë��Ϊ��58�L��100�L���ģ�����Ϊ45�֡����س���ǰë���Ѵֳ����桢������Ŀס�
��
��
��
��
��
��
��
��
1���������ͼ��Ҫ��ë�������ȷ�����շ������ӹ�·��
1����ϸ�����������������Ϊ���ջ�������צ�Զ��Ŀ��̼г֦�58�L��Բһͷ��ʹ�����������175�L���ö��ⶥ����һͷ��һ��װ����ɴ־��ӹ���ע���ж�ʱ�������˳�����
2��
����˳��
��
�ֳ���Բ���������ý�������·�ߣ��ֳ���56�L��S��S50�L����36�L��M30�L����Բ���Լ���Ϊ10�L��Բ�Σ���1�L��������
��
������������Բ�棺���ƶ��ҵ��ǡ��������ƶ���Բ��30�L������10�L��Բ������36�LԲ���Ρ�����56�LԲ���Ρ�
��
��5�L����26�L�����˵��ۣ������ƶ��ǣ�����10�L��Բ�Լ���5�L����34�L�IJۡ�
��
�����ơ�
��
��������ֳ�R15�L��R25�L��S��50�L��R15�L��Բ���漰30���Բ�档
��
��������R15�L��R25�L��S��50�L��R15�L��Բ���漰30���Բ�档
��
�жϡ�
2��ѡ������豸
�����������ͼ��Ҫ��ѡ�þ��������س������ɴﵽҪ��ѡ��CK0630��������ʽ������
3��ѡ��
�������ݼӹ�Ҫ��ѡ�����ѵ��ߣ�T01Ϊ�ּӹ�����ѡ90����Բ������T03Ϊ�в۵�������Ϊ3�L��T05Ϊ���Ƶ���
����ͬʱ�����ѵ����Զ����������ϰ�װ�ã��Ҷ��Ժõ��������ǵĵ�ƫֵ������Ӧ�ĵ��߲����С�
4��ȷ����������
�������������ľ�����ֵӦ���ݸû������ܡ���ص��ֲᲢ���ʵ�ʾ���ȷ��������ӹ�����
5��ȷ����������ϵ���Ե���ͻ�����
����ȷ���Թ���������������ߵĽ���OΪ����ԭ�㣬����XOZ��������ϵ��
���������ֶ����жԵ��������������������س����ĶԵ�������ͬ���ѵ�O��Ϊ�Ե��㡣�����������ڹ�������ϵ��X70��Z30����
6����д���ó�������CK0630������
�������û����涨��ָ�����ͳ���θ�ʽ���Ѽӹ������ȫ�����չ��̱�д�ɳ����嵥���ù����ļӹ��������£�
N0010 G59 X0 Z195
N0020 G90
N0030 G92 X70 Z30
N0040 M03 S450
N0050 M06 T0101
N0060 G00 X57 Z1
N0070 G01 X57 Z-170 F80
N0080 G00 X58 Z1
N0090 G00 X51 Z1
N0100 G01 X51 Z-113 F80
N0110 G00 X52 Z1
N0120 G91
N0130 G81 P3
N0140 G00 X-5 Z0
N0150 G01 X0 Z-63 F80
N0160 G00 X0 Z63
N0170 G80
N0180 G81 P2
N0190 G00 X-3 Z0
N0200 G01 X0 Z-25 F80
N0210 G00 X0 Z25
N0220 G80
N0230 G90
N0240 G00 X31 Z-25
N0250 G01 X37 Z-35 F80
N0260 G00 X37 Z1
N0270 G00 X23 Z-72.5
N0280 G00 X26 Z1
N0290 G01 X30 Z-2 F60
N0300 G01 X30 Z-25 F60
N0310 G01 X36 Z-35 F60
N0320 G01 X36 Z-63 F60
N0330 G00 X56 Z-63
N0340 G01 X56 Z-170 F60
N0350 G28
N0360 G29
N0370 M06 T0303
N0380 M03 S400
N0390 G00 X31 Z-25
N0400 G01 X26 Z-25 F40
N0410 G00 X31 Z-23
N0420 G01 X26 Z-23 F40
N0430 G00 X30 Z-21
N0440 G01 X26 Z-23 F40
N0450 G00 X36 Z-35
N0460 G01 X26 Z-25 F40
N0470 G00 X57 Z-113
N0480 G01 X34.5 Z-113 F40
N0490 G00 X57 Z-111
N0500 G01 X34.5 Z-111 F40
N0510 G28
N0520 G29
N0530 M06 T0505
N0540 G00 X30 Z2
N0550 G91
N0560 G33 D30 I27.8 X0.1 P3 Q0
N0570 G01 X0 Z1.5
N0580 G33 D30 I27.8 X0.1 P3 Q0
N0590 G90
N0600 G00 X38 Z-45
N0610 G03 X32 Z-54 I60 K-54 F40
N0620 G02 X42 Z-69 I80 K-54 F40
N0630 G03 X42 Z-99 I0 K-84 F40
N0640 G03 X36 Z-108 I64 K-108 F40
N0650 G00 X48 Z-113
N0660 G01 X56 Z-135.4 F60
N0670 G00 X56 Z-113
N0680 G00 X40 Z-113
N0690 G01 X56 Z-135.4 F60
N0700 G00 X50 Z-113
N0710 G00 X36 Z-113
N0720 G01 X56 Z-108 F60
N0730 G00 X36 Z-45
N0740 G00 X36 Z-45
N0750 M03 S800
N0760 G03 X30 Z-54 I60 K-54 F40
N0770 G03 X40 Z-69 I80 K-54 F40
N0780 G02 X40 Z-99 I0 K-84 F40
N0790 G03 X34 Z-108 I64 K-108 F40
N0800 G01 X34 Z-113 F40
N0810 G01 X56 Z-135.4 F40
N0820 G28
N0830 G29
N0840 M06 T0303
N0850 M03 S400
N0860 G00 X57 Z-168
N0870 G01 X0 Z-168 F40
N0880 G28
N0890 G29
N0900 M05
N0910 M02
