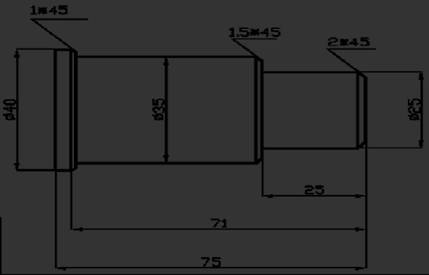
传动轴车削加工程序
G00 X100 Z200; (刀具退到安全位置)
M03 S02; (旋转主轴)
T0101; (调用外圆刀)
G00 X40 Z1;
(刀具靠近工件)
G01 G99 Z-75 F0.2; (加工直径为40的轴)
G00 X45 Z1;
(退刀)
G00 X35
; (刀具快速至下一加工起点)
G01 Z-70 F0.2; (加工直径为35的轴)
G00 X40 Z1;
(退刀)
G00 X25; (刀具快速至下一加工起点)
G01 Z-25 F0.2; (加工直径为25的轴)
G00 X100 Z200; (退刀至安全位置)
T0202 (调用切断刀)
G00 X100 Z200; (重新定位,进行刀具补偿)
G00 X45 Z-75;
(快速靠近工件)
G01 X0 F0.1; (切断工件)
G00 X100;
(X方向退刀)
G00 Z200;
(Z方向退刀)
M05; (主轴停转)
M30; (程序结束)
