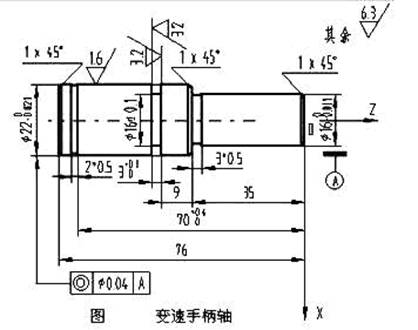
��ͼ1��ʾ�����ֱ��ᣬë��Ϊ��25�L��100�L���ģ�����Ϊ45�֣�������س�����
1���������ͼ��Ҫ��ë�������ȷ�����շ������ӹ�·��
1����ϸ�����������������Ϊ���ջ�������צ�Զ��Ŀ��̼г���25�L��Բһͷ��ʹ�����������85�L���ö��ⶥ����һͷ��һ��װ����ɴ־��ӹ���
2��
����˳��
�� �ֶ��ֳ����档
�� �ֶ������Ŀס�
�� �Զ��ӹ��ֳ���16�L����22�L��Բ������������1�L��
�� ������������Բ�棺������������16�L��Բ����35�L������22�L�Ҷ���������������22�L��Բ����45�L��
�� �ֳ�2�L��0.5�L�ۡ�3�L����16�L�ۡ�
�� ����3�L����16�L�ۣ��в�3�L��0.5�L�ۣ��жϡ�
2��ѡ������豸
�����������ͼ��Ҫ��ѡ�þ��������س������ɴﵽҪ��ѡ��CK0630��������ʽ������
3��ѡ��
�������ݼӹ�Ҫ��ѡ����ѵ��ߣ�T01Ϊ�ּӹ�����ѡ90����Բ������T02Ϊ�����꣬T03Ϊ���ӹ�����ѡ90����Բ������T05Ϊ�в۵�������Ϊ2�L��T07Ϊ�жϵ�������Ϊ3�L�����߲��������������
����ͬʱ����ѵ����Զ����������ϰ�װ�ã��Ҷ��Ժõ��������ǵĵ�ƫֵ������Ӧ�ĵ��߲����С�
4��ȷ����������
�������������ľ�����ֵӦ���ݸû������ܡ���ص��ֲᲢ���ʵ�ʾ���ȷ��������ӹ�����
5��ȷ����������ϵ���Ե���ͻ�����
����ȷ���Թ����Ҷ����������ߵĽ���OΪ����ԭ�㣬����XOZ��������ϵ����ͼ2-17��ʾ��
���������ֶ����жԵ�������������ǰ����ܵ����س����Ե�����������ͬ���ѵ�O��Ϊ�Ե��㡣�����������ڹ�������ϵ��X35��Z30����
6����д������CK0630����Ϊ����
�������û����涨��ָ�����ͳ���θ�ʽ���Ѽӹ������ȫ�����չ��̱�д�ɳ����嵥���ù����ļӹ��������£�
N0010 G59 X0 Z105
N0020 G90
N0030 G92 X35 Z30
N0040 M03 S700
N0050 M06
T0101
N0060 G00 X20 Z1
N0070 G01 X20 Z-34.8 F80
N0080 G00 X20 Z1
N0090 G00 X17 Z1
N0100 G01 X17 Z-34.8 F80
N0110 G00 X23 Z-34.8
N0120 G01 X23 Z-80 F80
N0130 G28
N0140 G29
N0150 M06 T0303
N0160 M03 S1100
N0170 G00 X14 Z1
N0171 G01 X14 Z0
N0180 G01 X16 Z-1 F60
N0190 G01 X16 Z-35 F60
N0200 G01 X20 Z-35 F60
N0210 G01 X22 Z-36 F60
N0220 G01 X22 Z-80 F60
N0230 G28
N0240 G29
N0250 M06 T0505
N0260 M03 S600
N0270 G00 X23 Z-72.5
N0280 G01 X21 Z-72.5 F40
N0290 G04 P2
N0300 G00 X23 Z-46.5
N0310 G01 X16.5 Z-46.5 F40
N0320 G28
N0330 G29
N0340 M06
T0707
N0350 G00 X23 Z-47
N0360 G01 X16 Z-47 F40
N0370 G04 P2
N0380 G00 X23 Z-35
N0390 GO1 X15 Z-35 F40
N0400 G00 X23 Z-79
N0410 G01 X20 Z-79 F40
N0420 G00 X22 Z-78
N0430 G01 X20 Z-79 F40
N0440 G01 X0 Z-79 F40
N0450 G28
N0460 G29
N0470 M05
N0480 M02
