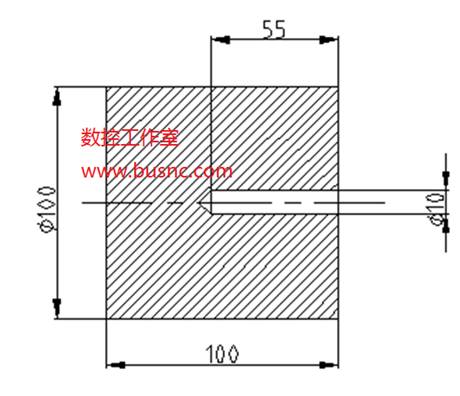
一、零件图
如图,编制该零件的加工程序并在数控车床上加工出零件
二、准备工作
(一)、工件与刀具装夹、对刀。
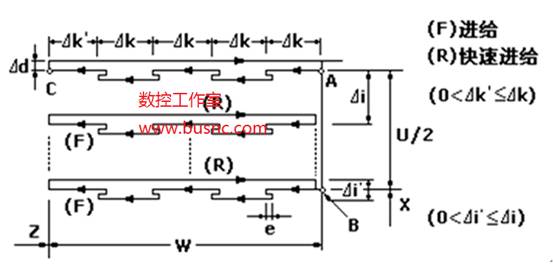
(二)、端面钻孔复合循环指令G74。
格式
G74 R(e);
G74 X(u) Z(w) P(△i)
Q(△k)
R(△d)
F(f)
e:
后退量
本指定是状态指定,在另一个值指定前不会改变。FANUC系统参数(NO.0722)指定。
x: B点的X坐标
u:
从A至B增量
z: C点的Z坐标
w:
从A至C增量
△i:
X方向的移动量(不带符号)
△k:
Z方向的移动量(不带符号)
△d:
刀具在切削底部的退刀量。△d的符号一定是(+)。
但是,如果X(U)及△I省略,退刀方向可以指定为希
望的符号。
f:
进给率
2.
功能
如上图所示在本循环可处理断削,如果省略X(U)及P,结果只在Z轴操作,用于钻孔。
G74走刀路线如图
三、加工程序
(一)、工艺分析:
用直径为10的麻花钻头。
(二)、加工程序
T0101; 1号刀具补偿
M3 S800;
G0 X0 Z2;
G74
R1;
调用端面啄式钻孔循环格式
G74 Z-60 Q3000 F0.1;
钻孔到深度
G74
R1;
调用端面啄式钻孔循环格式
G74 Z-60 Q3000 F0.1;
钻孔到深度
G0 X100 Z100;
T0100;
取消刀具补偿
M05;
M30;
%
