ИёЪНЃК
ЪНжаЃК
IЃКX
жсЕЖМтЗДЯђЮЛвЦСПЃЛ
JЃКY
жсЕЖМтЗДЯђЮЛвЦСПЃЛ
G76
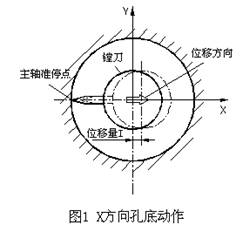
ОЋялЪБЃЌжїжсдкПзЕзЖЈЯђЭЃжЙКѓЃЌЯђЕЖМтЗДЗНЯђвЦЖЏЃЌШЛКѓПьЫйЭЫЕЖЃЌШчЭМ1ЫљЪОЁЃетжжДјгаШУЕЖЕФЭЫЕЖВЛЛсЛЎЩЫвбМгЙЄЦНУцЃЌБЃжЄялПзОЋЖШЁЃ
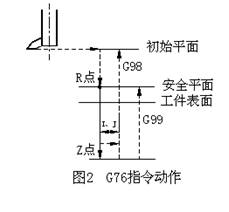
G76
жИСюЖЏзїбЛЗМћЭМ2ЁЃ
зЂвтЃКШчЙћZ
ЕФвЦЖЏСПЮЊСуЃЌИУжИСюВЛжДааЁЃ
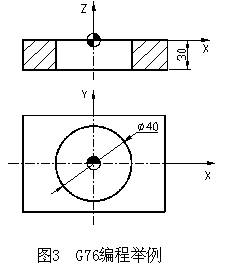
гІгУОйР§ЃКЪЙгУG76
жИСюБржЦШчЭМ3ЫљЪООЋялМгЙЄГЬађЁЃЕЖОпЦ№ЕуЮЊЃЈ0ЃЌ0ЃЌ100ЃЉЃЌАВШЋИпЖШЮЊ5
mmЁЃ