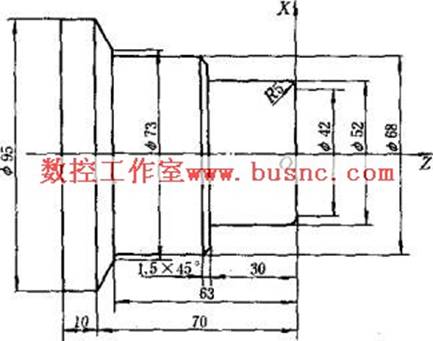
图是一个使用外圆粗车循环和精车循环加工举例。
毛坯的直径为Φ95mm,要求粗加工循环为精车循环留出加工余量:直径方向0.4mm,轴向0.2mm。工件坐标系如图中所示。
%0012
G92 X100 Z40
N100 G00 X96.Z20.
N110 G95 F0.3
N120 G71 U3. R1.P130
Q220 X0.4 Z0.2 F0.3
N130 G00 X42.
N140 G01 Z0
N150 G03 X52. Z-5. R5.
N160 G01 Z-30.1
N170 X65.
N180 X68. Z-31.5
N190 Z-63.
N200 X73.
N210 X95. Z-70.
N220 Z-85.
N230 M30
