|
|
|
|
|
Բͷ�����ı���벹�����������뵶���̡������Ĺ켣��� |
|
|
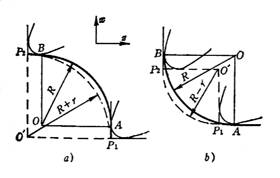
Ŀǰ�����ȫ�������ػ������߱����߰뾶�Զ�����G41��G42���ܡ���ʱ��ֻҪ�����������ߴ��̣������뵶�߰뾶����ֵ���ɡ����ڻ�������ϵͳ���߱�G41��G42ָ�������£�����Բͷ���������漰Բ��ʱ���Ͳ��ܰ����������ߴ��̣���Ҫ�������ӵIJ������㡣Ҳ����Ҫ������뵶��켣�����Ĺ켣����������Ĺ켣���Ƴ��� (1)�����뵶���̼��������� ���س������ǰ�����Ե��ġ���ν���뵶����ͼ1��ʾ��ͼ��b��ΪԲͷ���ߣ�P��Ϊ����뵶�⣬�൱��ͼ��a�������ͷ���ĵ���㡣 Բͷ�������������� ��ʱ����������Բ�����棬�����ڿף����뵶��켣�빤������һ�£�������Ǵ����⣩�����Կ������������ߴ��̣����貹�����㡣��ͼ2��
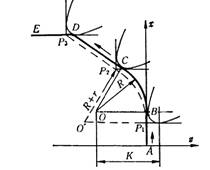
1 Բͷ�����뵶�� ͼ2 Բͷ���ӹ�̨�� Բͷ���ӹ��� ��ͼ3��a���������뵶��P�ع�������AB�ƶ�����P1P2��AB�غϣ�������AB�ߴ��̣����Ȼ����ABCD�IJ�����Ϊ�ˣ�Ӧ��ͼ3��b����ʾ��ʹԲͷ��������������AB������AB�ƶ����Ӷ������˲���������ʱ���뵶��Ĺ켣ΪP3P4����������AB��X�����SX��Z�����SZ���赶�߰뾶Ϊr��������ã� �SX=r[2/(1 + ctg eq \o(\s\do-8(��),\s\do 0(��),\s\do 8(��)))] �SZ=r(1 - tg eq \o(\s\do-8(��),\s\do 0(��),\s\do 8(��)))
ͼ3 Բͷ���ӹ��� ���ڨSX���SZ�Ĵ��ڣ���ֱ�Ӱ����뵶��P3P4�������̣������г�����AB�� Բͷ���ӹ�Բ�� Բͷ�����ӹ�Բ������ı��ԭ����ӹ���������ơ�ͼ4ΪԲͷ���ӹ�1/4��Բ�����棬AB����ʵ�ߣ�Ϊ�����������뾶ΪR��Բ��O��������Բ���������յ��������ֱ�ΪA��B����Ӧ�ļ��뵶��ΪP1��P2����ͼaԲ�ӹ������P1P2�����ߣ�Ϊ���뵶��Ĺ켣����뾶Ϊ��R+r����Բ��ΪO������ͼb��Բ���ͬ����ֻ����뾶Ϊ��R-r�������ü��뵶��켣���ʱ������ͼ��������ʾ��Բ�������б�̡� ͼ5ΪԲͷ�����ӹ�Բ�����ȵ��ۺ�Ӧ������ABCDEΪ����������BCԲ����Բ��ΪO���뾶ΪR�������������յ�ļ��뵶���ֱ�ΪP1��X1��Z1����P2��X2��Z2����P3��X3��Z3�����赶�߰뾶Ϊr����P1 P2���뵶��Բ�İ뾶Ϊ��R+r����Բ��ΪO������Բ������ΪI=0��K =-(R+r�������ü��뵶��켣���ʱ�������Ϊ�� �� G90 G01 X��X1�� Z0 F-- LF G03 X��X2�� Z��Z2�� I0 K-(R+r) LF GO1 X(X3) Z(Z3) �� ���������е�X1��Z1��X2��Z2��X3��Z3�ɼļ��ι�ϵ������á�
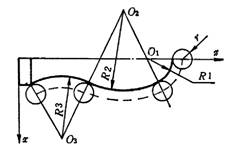
ͼ4 Բͷ���ӹ�90����Բ ͼ5 �ü�����Ƴ��� (2)�����Ĺ켣��� ��ͼ6��ʾ�������������Բ����ɣ������Ĺ켣��̣���������ʾ�����εȾ�Բ����̣���O1Բ�İ뾶Ϊ��R1+r��,O2ԲΪ��R2+r��,O3ԲΪ��R3-r��,����Բ�����յ������ɵȾ�Բ���е��ϵ��á��õ��Ĺ켣������̱Ƚ�ֱ�ۣ�����Ӧ�á�
ͼ6 ���Ĺ켣��� �����ü��뵶��켣�͵��Ĺ켣��̷����Ĺ�ͬȱ���ǵ���ͷĥ�����ĥ����Ҫ���¼����̲������ij��������������Ϊ�ˣ��ִ������ػ���������G41��G42���ܣ����߰뾶�͵��߳���ֵ����ʱ���������� |
| �� |
 |