|
|
|
|
|
用数控宏程序加工圆周上孔的实例 |
|
|
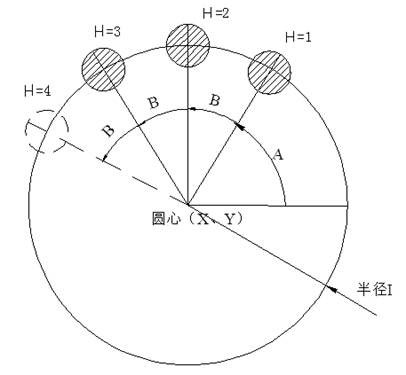
例 编制如图1所示的加工圆周上孔的宏程序。圆周半径为I,起始角为A,间隔为B(顺时针方向,B指定为负值),钻孔数为H,圆的中心为(X、Y)。
图1 宏程序编制实例 X:圆心X坐标,绝对值或增量值指定(#24) Y:圆心Y坐标,绝对值或增量值指定(#25) Z:孔深(#26) R:快速趋近点坐标(#18) F:切削进给速度(#9) I:圆半径(#4) A:第一孔的角度(#1) B:增量角指定,负值时为顺时针(#2) H:孔数(#11) O0002;主程序 G90 G92 X0 Y0 Z100; G65 P9100 X100 Y50 R30 Z-50 F500 I100 A0 B45 H5; M30; O9100;宏程序 #3=#4003; 读取模态信息(G90、G91) IF[#3 EQ 90] GOTO 1; 在G90方式下转移到N1 #24=#5001+#24; 计算圆心X坐标 #25=#5002+#25; 计算圆心Y坐标 N1 WHILE[#11 GT 0] DO 1; 知道孔数为0 #5=#24+#4*COS[#1]; 计算X轴上孔位 #6=#24+#4*SIN[#1]; 计算X轴上孔位 G90 X#5 Y#6; G81 Z#26 R#18 F#9 K0; 钻孔循环 #1=#1+#2; 更新角度 #11=#11-1; 孔数减1 END 1; G#03 G80; 返回原始状态代码 M99; |
 |