|
|
|
|
|
数控车床G82切削循环编程实例 |
|
|
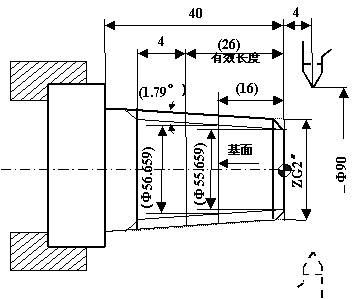
对图1所示的55°圆锥管螺纹ZG2″编程。根据标准可知,其螺距为2.309mm(即25.4/11),牙深为1.479mm,其它尺寸如图(直径为小径)。用五次吃刀,每次吃刀量(直径值)分别为1mm、0.7 mm 、0.6 mm 、0.4mm、0.26mm,螺纹刀刀尖角为55°。
图1综合编程实例二
%0001
N1 T0101 (换一号端面刀,确定其坐标系)
N2 M03 S300 (主轴以400r/min正转)
N3 G00 X100 Z100 (到程序起点或换刀点位置)
N4 X90 Z4 (到简单外圆循环起点位置)
N5 G80 X61.117 Z-40 I-1.375 F80 (加工锥螺纹外径)
N6 G00 X100 Z100 (到换刀点位置)
N7 T0202 (换二号端面刀,确定其坐标系)
N8 G00 X90 Z4 (到螺纹简单循环起点位置)
N9 G82 X59.494 Z-30 I-1.063 F2.31 (加工螺纹,吃刀深1)
N10 G82 X58.794 Z-30 I-1.063 F2.31(加工螺纹,吃刀深0.7)
N11 G82 X58.194 Z-30 I-1.063 F2.31(加工螺纹,吃刀深0.6)
N12 G82 X57.794 Z-30 I-1.063 F2.31(加工螺纹,吃刀深0.4)
N13 G82 X57.534 Z-30 I-1.063 F2.31(加工螺纹,吃刀深0.26)
N14 G00 X100 Z100 (到程序起点或换刀点位置)
N15 M30 (主轴停、主程序结束并复位) |
 |