|
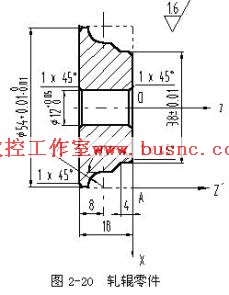
ШчЭМ2-20ЫљЪОдўЙѕЙЄМўЃЌУЋХїЮЊІе55ЉLЁС18ЉLХЬСЯЃЌІе12+0ЁЃ05
ЉLФкПзМАЕЙНЧКЭзѓгвСНЖЫУцвбМгЙЄЙ§ЃЌВФСЯЮЊ45ИжЁЃ
БрГЬжЎвЛ
ЁЁЁЁВЩгУНзЬнЧаЯїТЗЯпБрГЬЗЈЃЌЕЖОпУПДЮдЫЖЏЕФЮЛжУЖМашБрШыГЬађЃЌГЬађНЯГЄЃЌЕЋЕЖОпЧаЯїТЗОЖЖЬЃЌаЇТЪИпЃЌБЛЙуЗКВЩгУЁЃ
1ЃЎИљОнСуМўЭМбљвЊЧѓЁЂУЋХїМАЧАЕРЙЄађМгЙЄЧщПіЃЌШЗЖЈЙЄвеЗНАИМАМгЙЄТЗЯп
1ЃЉвдвбМгЙЄГіЕФІе12+0ЁЃ005ЉLФкПзМАзѓЖЫУцЮЊЙЄвеЛљзМЃЌгУГЄаФжсМАзѓЖЫУцЖЈЮЛЙЄМўЃЌЙЄМўгвЖЫУцгУбЙАхЁЂТнФИМаНєЃЌгУШ§зІздЖЈаФПЈХЬМаГжаФжсЃЌвЛДЮзАМаЭъГЩДжОЋМгЙЄЁЃ
2ЃЉ
ЙЄВНЫГађ
Ђй
ДжГЕЭтдВЁЃЛљБОВЩгУНзЬнЧаЯїТЗЯпЃЌЮЊБрГЬЪБЪ§жЕМЦЫуЗНБуЃЌдВЛЁВПЗжПЩгУЭЌаФдВГЕдВЛЁЗЈЃЌЗжЫФЕЖЧаЭъЃЛдВзЖВПЗжгУЯрЫЦаБЯпГЕзЖЗЈЗжШ§ЕЖЧаЭъЁЃ
Ђк здгвЯђзѓОЋГЕЭтТжРЊУцЁЃ
2ЃЎбЁдёЛњДВЩшБИ
ЁЁЁЁИљОнСуМўЭМбљвЊЧѓЃЌбЁгУОМУаЭЪ§ПиГЕДВМДПЩДяЕНвЊЧѓЁЃЙЪбЁгУCJK6136DаЭЪ§ПиЮдЪНГЕДВЁЃ
3ЃЎбЁдёЕЖОп
ЁЁЁЁИљОнМгЙЄвЊЧѓЃЌПМТЧМгЙЄЪБЕЖОпгыЙЄМўВЛЗЂЩњИЩЩцЃЌПЩгУвЛАбМтЭЗЭтдВГЕЕЖЃЈЛђПЩзЊЮЛЛњМаЭтдВГЕЕЖЃЉЭъГЩДжОЋМгЙЄЁЃ
4ЃЎШЗЖЈЧаЯїгУСП
ЁЁЁЁЧаЯїгУСПЕФОпЬхЪ§жЕгІИљОнИУЛњДВадФмЁЂЯрЙиЕФЪжВсВЂНсКЯЪЕМЪОбщШЗЖЈЃЌЯъМћМгЙЄГЬађЁЃ
5ЃЎШЗЖЈЙЄМўзјБъЯЕЁЂЖдЕЖЕуКЭЛЛЕЖЕу
ЁЁЁЁШЗЖЈвдЙЄМўгвЖЫУцгыжсаФЯпЕФНЛЕуOЮЊЙЄМўдЕуЃЌНЈСЂXOZЙЄМўзјБъЯЕЃЌШчЭМ2-20ЫљЪОЁЃ
ЁЁЁЁВЩгУЪжЖЏЖдЕЖЗНЗЈАбЙЄМўгвЖЫУцгыУЋХїЭтдВУцЕФНЛЕуAзїЮЊЖдЕЖЕуЃЌШчЭМ2-20ЫљЪОЁЃВЩгУMDIЗНЪНВйзнЛњДВЃЌОпЬхВйзїВНжшШчЯТЃК
1ЃЉЛиВЮПМЕуВйзї
ЁЁЁЁВЩгУZEROЃЈЛиВЮПМЕуЃЉЗНЪННјааЛиВЮПМЕуЕФВйзїЃЌНЈСЂЛњДВзјБъЯЕЁЃ
2ЃЉЪдЧаЖдЕЖ
ЁЁЁЁжїжсе§зЊЃЌЯШгУвббЁКУГЕЕЖЕФЕЖМтНєППЙЄМўгвЖЫУцЃЌАДЩшжУБрГЬСуЕуМќЃЌCRTЦСФЛЩЯЯдЪОXЁЂZзјБъжЕЖМЧхГЩСуЃЈМДX0ЃЌZ0ЃЉЃЛШЛКѓЭЫЕЖЃЌдйНЋЙЄМўЭтдВБэУцГЕвЛЕЖЃЌБЃГжXЯђГпДчВЛБфЃЌZЯђЭЫЕЖЃЌЕБCRTЩЯЯдЪОЕФZзјБъжЕЮЊСуЪБЃЌАДЩшжУБрГЬСуЕуМќЃЌCRTЦСФЛЩЯЯдЪОXЁЂZзјБъжЕЖМЧхГЩСуЃЈМДX0ЃЌZ0ЃЉЁЃЯЕЭГФкВПЭъГЩСЫБрГЬСуЕуЕФЩшжУЙІФмЃЌМДЖдЕЖЕуAЮЊБрГЬСуЕуЃЌНЈСЂСЫXAZЁфЙЄМўзјБъЯЕЁЃЭЃжЙжїжсЃЌВтСПЙЄМўЭтдВжБОЖDЃЌШєDВтЕУІе55ЉLЁЃ
3ЃЉНЈСЂЙЄМўзјБъЯЕ
ЁЁЁЁЕЖМтЃЈГЕЕЖЕФЕЖЮЛЕуЃЉЕБЧАЮЛжУОЭдкБрГЬСуЕуЩЯЃЈМДЖдЕЖЕуAЕуЃЉЃЌЯжЮЊБрГЬЗНБуЃЌАбЙЄМўгвЖЫУцгыжсаФЯпЕФНЛЕуOЮЊЙЄМўдЕуЃЌвЊНЈСЂXOZЙЄМўзјБъЯЕЁЃдђПЩжДааГЬађЖЮЮЊG92
X27.5 Z0ЃЌCRTНЋЛсСЂМДБфЮЊЯдЪОЕБЧАЕЖМтдкXOZЙЄМўзјБъЯЕжаЕФЮЛжУЃЌXзјБъжЕЮЊ27.5ЃЌYзјБъжЕЮЊ0ЁЃМДЪ§ПиЯЕЭГгУаТНЈСЂЕФXOZЙЄМўзјБъЯЕШЁДњСЫЧАУцНЈСЂЕФXAZЁфЙЄМўзјБъЯЕЁЃ
ЁЁЁЁЛЛЕЖЕуЩшжУдкXOZЙЄМўзјБъЯЕЯТX15
Z150ДІЁЃ
6ЃЎБраДГЬађЃЈИУГЬађгУгкCJK6136DГЕДВЃЉ
ЁЁЁЁАДИУЛњДВЙцЖЈЕФжИСюДњТыКЭГЬађЖЮИёЪНЃЌАбМгЙЄСуМўЕФШЋВПЙЄвеЙ§ГЬБраДГЩГЬађЧхЕЅЁЃИУЙЄМўЕФМгЙЄГЬађШчЯТЃЈИУЯЕЭГXЗНЯђВЩгУАыОЖБрГЬЃЉЃК
N0010 G92 X27.5 Z0 ЃЛНЈСЂXOZЙЄМўзјБъЯЕ
N0020 G00 Z2 S500 M03
N0030 X27 ЃЛГЕЭтдВЕУІе54ЉL
N0040 G01 Z-18.5 F100
N0050 G00 X30
N0060 Z2
N0070 X25.5 ЃЛДжГЕвЛЕЖЭтдВЕУІе51ЉL
N0080 G01 Z-10 F100
N0090 G91 G02 X1.5 Z-1.5 I1.5 K0 ЃЛДжГЕвЛЕЖдВЛЁЕУR1.5ЉL
N0100 G90 G00 X30
N0110 Z2
N0120 X24 ЃЛДжГЕЖўЕЖЭтдВЕУІе48ЉL
N0130 G01 Z-10 F100
N0140 G91 G02 X3 Z-3 I3 K0
ЃЛДжГЕЖўЕЖдВЛЁЕУR3ЉL
N0150 G90 G00 X30
N0160 Z2
N0170 X22.5 ЃЛДжГЕШ§ЕЖЭтдВЕУІе45ЉL
N0180 G01 Z-10 F100
N0190 G91 G02 X4.5 Z-4.5 I4.5 K0
ЃЛДжГЕШ§ЕЖдВЛЁЕУR4.5ЉL
N0200 G90 G00 X30
N0210 Z2
N0220 X21 ЃЛДжГЕЫФЕЖЭтдВЕУІе42ЉL
N0230 G01 Z-4 F100
N0240 G91 X1.5 Z-1.5 ЃЛДжГЕдВзЖвЛЕЖ
N0250 G90 G00 X25
N0260 Z2
N0270 X19.5 ЃЛДжГЕЮхЕЖЭтдВЕУІе39ЉL
N0280 G01 Z-4 F100
N0290 G91 X3 Z-3 ЃЛДжГЕдВзЖЖўЕЖ
N0300 G90 G00 X25
N0310 Z2
N0320 X18 ЃЛОЋГЕЭтТжРЊ
N0330 G01 Z0 F150 S800
N0340 G91 X1 Z-1
N0350 Z-3
N0360 X3 Z-3
N0370 Z-3
N0380 G02 X5 Z-5 I5 K0
N0390 G01 Z-2
N0400 X-1 Z-1
N0410 G90 G00 X30
N0420 Z150
N0430 M02
БрГЬжЎЖў
ЁЁЁЁВЩгУОЋМгЙЄТжРЊбЛЗБрГЬЗЈЃЌГЬађНЯЖЬЃЌБрГЬвВНЯШнвзЃЌЙиМќЪЧзМШЗШЗЖЈбЛЗЬхжаЕФНјЕЖЁЂЭЫЕЖСПМАбЛЗДЮЪ§ЃЌЕЋЕЖОпПеааГЬНЯЖрЃЌМгЙЄаЇТЪЕЭЃЌНЯЪЪКЯЭтаЮТжРЊИДдгЕФЙЄМўЁЃ
ЁЁЁЁЩЯвЛСуМўЛЙПЩВЩгУОЋМгЙЄТжРЊбЛЗМгЙЄБрГЬЃЌШчЭМ2-21ЫљЪОЃЌУПДЮбЛЗЕЖОпдЫЖЏТЗЯпЮЊAЁњBЁњCЁњDЁњEЁњFЁњGЁњHЁњIЁњJЃЌзпЭъвЛДЮбЛЗКѓХаБ№бЛЗДЮЪ§ЃЌШєДЮЪ§ВЛЙЛЃЌдђМЬајжДааЃЌжБжСбЛЗНсЪјЁЃ

бЛЗДЮЪ§NЕФШЗЖЈЃКN=ІЄ/ap
ЦфжаЃК
ІЄ----зюДѓМгЙЄгрСП
ap----УПДЮБГГдЕЖСП
ШєNЮЊаЁЪ§ЃЌдђгУЁАШЅЮВЗЈЁБШЁећКѓдйГЕвЛЕЖЁЃ
ЁЁЁЁМгЙЄШчЭМ2-20ЫљЪОЕФСуМўЪБЃЌЩшЦ№ЕЖЕуAЕуЃЌдкЙЄМўзјБъЯЕЯТЕФзјБъжЕЮЊX27.5
Z0ЃЌзюжеЕЖОпЕФЮЛжУЮЊX18 Z0ЃЌвђДЫXЯђЕФзюДѓгрСПІЄ=ЃЈ27.5-18ЃЉ=9.5ЉLЃЌШЁУПДЮГдЕЖСПap=0.95ЉLЃЌдђбЛЗДЮЪ§N=10ЁЃ
ЁЁЁЁбЛЗЬхжаГ§АќРЈЕЖОпЕФОЋМгЙЄТжРЊЙьМЃвдЭтЃЌЛЙАќРЈЕЖОпXЯђЭЫЕЖЁЂZЯђЭЫЕЖКЭXЯђНјЕЖЁЃXЁЂZЯђЕФНјЕЖЁЂЭЫЕЖСППЩИљОнСуМўГпДчМАЕЖОпТЗЯпРДШЗЖЈЁЃЖдШчЭМ3-19ЫљЪОЕФСуМўЃЌXЯђЭЫЕЖСПШЁ2ЉLЃЌZЯђЭЫЕЖСПШЗЖЈЮЊ18ЉLЃЌXЯђНјЕЖСПЮЊ[ЃЈ52-36ЃЉ/2+2]
ЉL=10ЉLЁЃ
ЁЁЁЁзЂвтЃКВЩгУбЛЗБрГЬБиаыЪЙгУG91жИСюЃЌОЋМгЙЄТжРЊбЛЗМгЙЄГЬађШчЯТЃЈИУГЬађгУгкCJK6136DГЕДВЃЉЃК
N0010 G92 X27.5 Z0 ЃЛНЈСЂXOZЙЄМўзјБъЯЕ
N0020 G91 G01 X-0.95 Z0 F100 S800 M03 ЃЛXЯђУПДЮБГГдЕЖСП0.95ЉL
N0030 X1 Z-1 ЃЛОЋМгЙЄТжРЊПЊЪМ
N0040 Z-3
N0050 X3 Z-3
N0060 Z-3
N0070 G02 X5 Z-5 I5 K0
N0080 G01 Z-2
N0090 X-1 Z-1 ЃЛОЋМгЙЄТжРЊНсЪј
N0100 G00 X2 ЃЛXЯђЭЫЕЖ2ЉL
N0110 Z18 ЃЛZЯђЭЫЕЖ18ЉL
N0120 X-10 ЃЛXЯђНјЕЖ10ЉL
N0130 G26 N0020.0120.9 ЃЛбЛЗМгЙЄ
N0140 G90 G00 Z150
N0150 M02 |
