|
|
|
|
|
Öá³Đ̀×Áă¼₫µÄÊư¿Ø³µ´²¼Ó¹¤Í¼Ö½¼°¹¤̉Ơ·ÖÎö |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
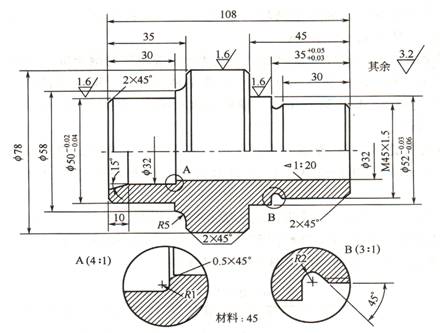
Èçͼ30ΪµäĐÍÖá̀×ÀàÁă¼₫£¬¸ĂÁă¼₫²ÄÁÏΪ45¸Ö£¬Î̃ÈÈ´¦ÀíºÍÓ²¶È̉ªÇó£¬ÊÔ¶Ô¸ĂÁă¼₫½øĐĐÊư¿Ø³µÏ÷¹¤̉Ơ·ÖÎö£¨µ¥¼₫Đ¡ÅúÁ¿Éú²ú£©¡£ £¨1£©Áă¼₫ͼ¹¤̉Ơ·ÖÎö ¸ĂÁă¼₫±íĂæÓÉÄÚÍâÔ²ÖùĂæ¡¢ÄÚԲ׶Ă桢˳Բ»¡¡¢ÄæÔ²»¡¼°ÍâÂƯÎƵȱíĂæ×é³É£¬ÆäÖжà¸öÖ±¾¶³ß´çÓëÖáỊ̈³ß´çÓĐ½Ï¸ßµÄ³ß´ç¾«¶ÈºÍ±íĂæ´Ö²Ú¶È̉ªÇó¡£Áă¼₫ͼ³ß´ç±ê×¢ÍêƠû£¬·ûºÏÊư¿Ø¼Ó¹¤³ß´ç±ê×¢̉ªÇó£»ÂÖÀªĂèÊöÇå³₫ÍêƠû£»Áă¼₫²ÄÁÏΪ45¸Ö£¬¼Ó¹¤ÇĐÏ÷ĐÔÄÜ½ÏºĂ£¬Î̃ÈÈ´¦ÀíºÍÓ²¶È̉ªÇó¡£ Í¨¹ưÉÏÊö·ÖÎö£¬²ÉÓẲÔϼ¸µă¹¤̉Ơ´ëÊ©¡£ ¢Ù¶ÔͼÑùÉÏ´ø¹«²îµÄ³ß´ç£¬̣̉¹«²îÖµ½ÏĐ¡£¬¹Ê±à³̀ʱ²»±Øȡƽ¾ùÖµ£¬¶øÈ¡»ù±¾³ß´ç¼´¿É¡£ ¢Ú×óÓ̉¶ËĂæ¾ùΪ¶à¸ö³ß´çµÄÉè¼Æ»ù×¼£¬ÏàÓ¦¹¤Đ̣¼Ó¹¤Ç°£¬Ó¦¸ĂÏȽ«×óÓ̉¶ËĂæ³µ³öÀ´¡£ ¢ÛÄڿ׳ߴç½ÏĐ¡£¬ïÛ1:20׶¿×ÓëïÛ¦Ơ32¿×¼°150׶ĂæʱĐèµôÍ·×°¼Đ¡£
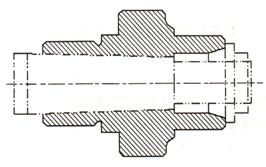
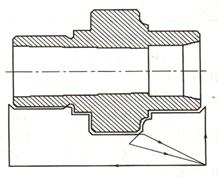
£¨2£©Ñ¡ÔñÉ豸 ¸ù¾Ư±»¼Ó¹¤Áă¼₫µÄÍâĐκͲÄÁϵÈ̀ơ¼₫£¬Ñ¡ÓĂCJK6240Êư¿Ø³µ´²¡£ £¨3£©È·¶¨Áă¼₫µÄ¶¨Î»»ù×¼ºÍ×°¼Đ·½Ê½ ¢ÙÄÚ¿×¼Ó¹¤ ¶¨Î»»ù×¼£ºÄÚ¿×¼Ó¹¤Ê±̉ÔÍâÔ²¶¨Î»£» ×°¼Đ·½Ê½£ºÓĂÈưצ×Ô¶¯¶¨ĐÄ¿¨Å̀¼Đ½ô¡£ ¢ÚÍâÂÖÀª¼Ó¹¤ ¶¨Î»»ù×¼£ºÈ·¶¨Áă¼₫ÖáÏßΪ¶¨Î»»ù×¼£» ×°¼Đ·½Ê½£º¼Ó¹¤ÍâÂÖÀªÊ±£¬Îª±£Ö¤̉»´Î°²×°¼Ó¹¤³öÈ«²¿ÍâÂÖÀª£¬Đè̉ªÉè̉»Ô²×¶ĐÄÖá×°ÖĂ£¨¼ûͼ31Ë«µă»®Ïß²¿·Ö£©£¬ÓĂÈưצ¿¨Å̀¼Đ³ÖĐÄÖá×ó¶Ë£¬ĐÄÖáÓ̉¶ËÁôÓĐÖĐĐĿײ¢ÓĂβ×ù¶¥¼â¶¥½ổỒá¸ß¹¤̉ƠϵͳµÄ¸ƠĐÔ¡£ £¨4£©È·¶¨¼Ó¹¤Ë³Đ̣¼°½ø¸ø·Ïß ¼Ó¹¤Ë³Đ̣µÄÈ·¶¨°´ÓÉÄÚµ½Íâ¡¢ÓÉ´Öµ½¾«¡¢Óɽüµ½Ô¶µÄÔỘÈ·¶¨£¬ÔÚ̉»´Î×°¼ĐÖĐ¾¡¿ÉÄܼӹ¤³ö½Ï¶àµÄ¹¤¼₫±íĂæ¡£½áºÏ±¾Áă¼₫µÄ½á¹¹̀ØƠ÷£¬¿ÉÏȼӹ¤Äڿ׸÷±íĂ棬Ȼºó¼Ó¹¤ÍâÂÖÀª±íĂæ¡£ÓÉÓÚ¸ĂÁă¼₫Ϊµ¥¼₫Đ¡ÅúÁ¿Éú²ú£¬×ßµ¶Â·ÏßÉè¼Æ²»±Ø¿¼ÂÇ×î¶̀½ø¸ø·Ïß»̣×î¶̀¿ƠĐĐ³̀·Ïߣ¬ÍâÂÖÀª±íĂæ³µÏ÷×ßµ¶Â·Ïß¿ÉÑØÁă¼₫ÂÖÀªË³Đ̣½øĐĐ£¨¼ûͼ32£©¡£ £¨5£©µ¶¾ßÑ¡Ôñ
½«ËùÑ¡¶¨µÄµ¶¾ß²ÎÊừîÈë±í11Öá³Đ̀×Êư¿Ø¼Ó¹¤µ¶¾ß¿¨Æ¬ÖĐ£¬̉Ô±ăÓÚ±à³̀ºÍ²Ù×÷¹ÜÀí¡£×¢̉⣺³µÏ÷ÍâÂÖÀªÊ±£¬Îª·ÀÖ¹¸±ºóµ¶ĂæÓ빤¼₫±íĂæ·¢Éú¸ÉÉ棬ӦѡÔñ½Ï´óµÄ¸±Æ«½Ç£¬±Ø̉ªÊ±¿É×÷ͼ¼́Ñé¡£±¾ÀưÖĐÑ¡¦Ê
±í11 Öá³Đ̀×Êư¿Ø¼Ó¹¤µ¶¾ß¿¨Æ¬
£¨6£©ÇĐÏ÷ÓĂÁ¿Ñ¡Ôñ ¸ù¾Ư±»¼Ó¹¤±íĂæÖÊÁ¿̉ªÇó¡¢µ¶¾ß²ÄÁϺ͹¤¼₫²ÄÁÏ£¬²Î¿¼ÇĐÏ÷ÓĂÁ¿ÊÖ²á»̣ÓĐ¹Ø×ÊÁÏÑ¡È¡ÇĐÏ÷ËÙ¶ÈÓëĂ¿×ª½ø¸øÁ¿£¬È»ºóÀûÓĂ¹«Ê½v c=¦Đdn/1000ºÍvf = nf£¬¼ÆËăÖ÷ÖáתËÙÓë½ø¸øËٶȣ¨¼ÆËă¹ư³̀ÂÔ£©£¬¼ÆËă½á¹û̀îÈë±í15¹¤Đ̣¿¨ÖĐ¡£ ±³³Ôµ¶Á¿µÄÑ¡Ôṇ̃̉´Ö¡¢¾«¼Ó¹¤¶øÓĐËù²»Í¬¡£´Ö¼Ó¹¤Ê±£¬ÔÚ¹¤̉Ơϵͳ¸ƠĐԺͻú´²¹¦ÂÊÔÊĐíµÄÇé¿öÏ£¬¾¡¿ÉÄÜÈ¡½Ï´óµÄ±³³Ôµ¶Á¿£¬̉Ô¼ơÉÙ½ø¸ø´ÎÊư£»¾«¼Ó¹¤Ê±£¬Îª±£Ö¤Áă¼₫±íĂæ´Ö²Ú¶È̉ªÇ󣬱³³Ôµ¶Á¿̉»°ăÈ¡0.1¡«0.4©L½ÏΪºÏÊÊ¡£ £¨7£©Êư¿Ø¼Ó¹¤¹¤̉Ơ¿¨Æ¬Äⶩ ½«Ç°Ăæ·ÖÎöµÄ¸÷ÏîÄÚÈƯ×ۺϳɱí12ËùʾµÄÊư¿Ø¼Ó¹¤¹¤̉Ơ¿¨Æ¬¡£ ±í12 Öá³Đ̀×Êư¿Ø¼Ó¹¤¹¤̉Ơ¿¨Æ¬
Đø±í
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ¡¡ |
 |