��������G32����θ�ʽ��
G32 X(U) Z(W) R E P F
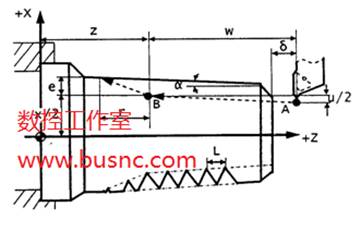
ͼ1
��������G32
��ͼ1��ʾ���������ĺ������£�
X��Z������ֵ���ʱ����Ч�����յ��ڹ�������ϵ�е����ꣻ
U��W������ֵ���ʱ����Ч�����յ������������������λ������
F�����Ƶ��̣�������ÿתһȦ����������ڹ����Ľ���ֵ��
R��E��������������β����R��ʾZ����β����EΪX����β����R��E�ھ��Ի��������ʱ������������ʽָ����Ϊ����ʾ��Z��X������ˣ�Ϊ����ʾ��Z��X������ˡ�ʹ��R��E����ȥ�˵��ۡ�R��Eʡ�Ա�ʾ���û��˹��ܡ��������Ʊ�Rһ��ȡ2�����ݾ࣬Eȡ���Ƶ����ߣ�
P����������崦��������������ʼ�������ת�ǡ�
ʹ��G32ָ���ܼӹ�Բ�����ơ����ƺͶ������ơ�������е�ַXʡ��ΪԲ�����Ƴ�������ַZʡ��Ϊ�������Ƴ�������ַX��Z����ʡ��ΪԲ���Ƴ�����FΪ���Ƶ��̡�����Բ���ƣ���б�� �Q45��ʱ�����Ƶ�����Z�᷽��ָ����б����45��ʱ����X�᷽��ָ����
�Q45��ʱ�����Ƶ�����Z�᷽��ָ����б����45��ʱ����X�᷽��ָ����
ע�⣺���Ƴ����ӹ�Ϊ���ͳ���������������������ǿ�Ƚϲһ��Ҫ������ν����ӹ��������Ƽӹ��켣��Ӧ�����㹻�����ٽ��������ͽ����˵����������������ŷ��ͺ���ɵ��ݾ���
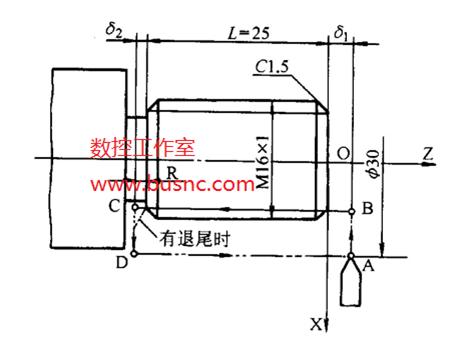
��������ͼ2��ʾ����������M16��1�����Ʋ��֣����ƴ�Ϊ��16mm���ܱ��Ե���Ϊ0.65 mm�����ν������Ե������뾶ֵ���ֱ�Ϊap1=0.3mm��ap2=0.2mm��ap3=0.15mm�����˵���ȡ 1=2mm��2��1mm����������Ϊֱ������
1=2mm��2��1mm����������Ϊֱ������
ͼ2
G32���ʵ��
�ӹ��������£����ԣ�
